
���Ӱ������ϼ���ģ���(��CAD���װ��ͼ)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
���Ӱ������ϼ���ģ���(��CAD���װ��ͼ)(������,����˵����13000��,CADͼֽ9��)
ժ Ҫ
���Ź�ҵ�Ĵ�����չ�����ѹҲ�õ���Ѹ�ٵķ�չ����ƪ������Դ������ʵ�ʣ���Ҫ����������ɵ������ij�ѹģ����ơ�ͨ�����ַ����ıȽϣ�����Ʋ��õ��Ǹ���ģ�ṹ��ģ�������������ϳ�ȹ�����ģ�������ͨ�������Ӱ�IJ��ϡ���״���ߴ缰�侫�ȵ�Ҫ����г�ѹ���շ�������Ϲ��տ����Է����������չ�������������ͼ�����ݹ��ռ���������ģ����Ҫ�㲿����������ģ��ģ�̶���Ƚ�����ϸ��ƣ�������ж�ģ��������ṹ������ƣ���������ģ�����������ס���塢�̶��塢���ϰ塢ж�ϰ�ȵ������ѡ�á�
�ؼ��ʣ�����ģ�����ϣ����
��������Է���
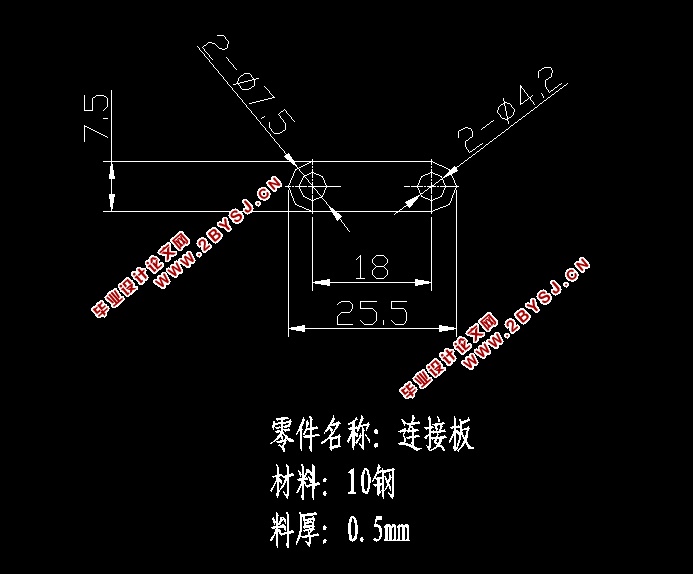
������ҵ����IJ�Ʒ��ͼ2.1��ʾ������Ϊ��0.5mm��10�Ÿ֣�Ҫ������Ϊ����������������ڵ��͵ij�ס����ϼ�������������γߴ�Ϊ25.5mm×7.5mm���м���2�� 4.2mm��С�ס�
����ߴ磺������ijߴ羫��Ҫ�ߣ���һ���þ��ȡ�ͼ�����δע����ijߴ����ST7������������ijߴ��С���ṹ���գ����αȽ����ѡ�
������IJ���Ϊ10�Ÿ֣�����ǿ�ȨR355MPa���쳤�� (δ10/%)≥50���쳤�� ��δ5/%)≥55�����ϵ��������ã��ʺϳ�ѹ���Ρ�
����Ľṹ�������Ҫ����һ�γ��һ�����ϣ��ɼ���������Ľṹ�Գƣ���ѹ�������á�
�ۺ����ϼ�����������֪��������ʺϳ�ѹ������ij�ѹ�������á�
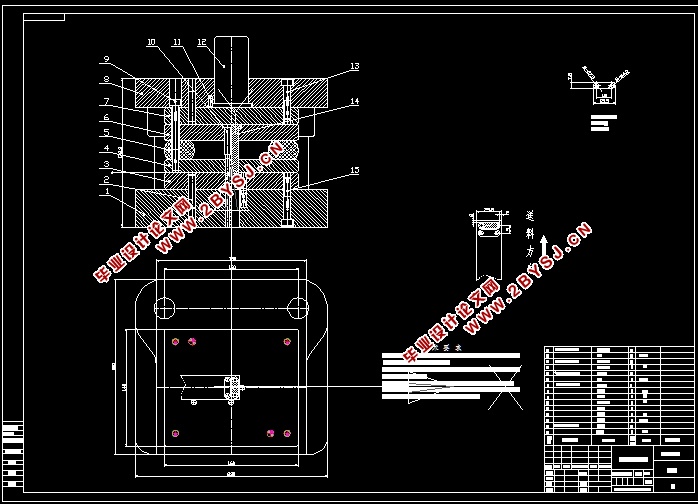
2.2 ���շ�����ȷ��
�ó�ѹ���ɳ�ס����ϡ���������������ɡ�
����1���ȳ�ף������ϣ�������ģ������
����2�����ø���ģ������
����3�����ü���ģ������
���÷���1ģ�߽ṹ���������㣬��Ҫ�ัģ�ߣ���������ɱ����������Ҳ���ʵ���Զ��������������Ȳ��ߣ����ʺϴ���������������˲����õ�����ģ�������÷���2�ĸ���ģ����ȻҲ�ʺϴ������������ҳ�õľ���Ҳ��������Ҫ����Ч�ʲ��ߣ����������������÷���3�ļ���ģ�������������㰲ȫ��������������ߣ�Ҳ�ܹ����������������Ҫ���Ҿ��ȸߡ�
����������������ӹ��������÷���3�ļ���ģ��

Ŀ ¼
ժ Ҫ V
Abstract VI
ǰ�� 1
��һ�� ���� 3
1.1 ��ѹģ������״�ͷ�չ���� 3
1.1.1 ��ѹģ������״ 3
1.1.2 ��ѹģ���ķ�չ 4
1.2 �����о�����Ҫ���ݺ����� 5
�ڶ��� ������� 6
2.1 ��������Է��� 6
2.2 ���շ�����ȷ�� 6
������ ������� 7
3.1 �������� 7
3.2 ������������ 9
3.3 �������� 10
������ ���ռ��� 12
4.1 ��ѹ�������ļ��� 12
4.1.1 ��������� 12
4.1.3 ж�ϡ��������ļ��� 12
4.2 ѹ�����ļ��� 13
������ ģ�������Ҫ��� 14
5.1 ģ����Ҫ��� 14
5.2 ģ������ṹ��ʽȷ�� 14
5.2.1 ����� 15
5.2.2 ж�ϻ��� 16
5.2.3 ������� 16
������ ģ����ϸ��� 17
6.1 ������� 17
6.1.1 ���ģ 17
6.1.2����ģ 21
6.2 ���� 22
6.2.1 ������� 22
6.2.3 ��������ѡ�� 22
6.2.4 ������� 22
6.3 ������� 23
6.3.1 ���� 23
6.4 ������� 23
6.5 ������� 24
������ �豸ѡ�� 25
7.1 �豸��λȷ�� 25
7.1.1 �豸���͵�ѡ�� 25
7.1.2 �豸����ѡ�� 25
7.2 �豸У�� 26
7.2.1 ѹ���г� 26
7.2.2 ѹ��������̨��ߴ� 26
�ڰ��� ���� 27
8.1 �����ĵijɹ� 27
����� 28
��л 29