
后托架工艺规程和铣底面专用夹具设计(含工艺过程工序卡)
无需注册登录,支付后按照提示操作即可获取该资料.
后托架工艺规程和铣底面专用夹具设计(含工艺过程工序卡)(论文说明书10000字,工艺过程工序卡,CAD图5张)
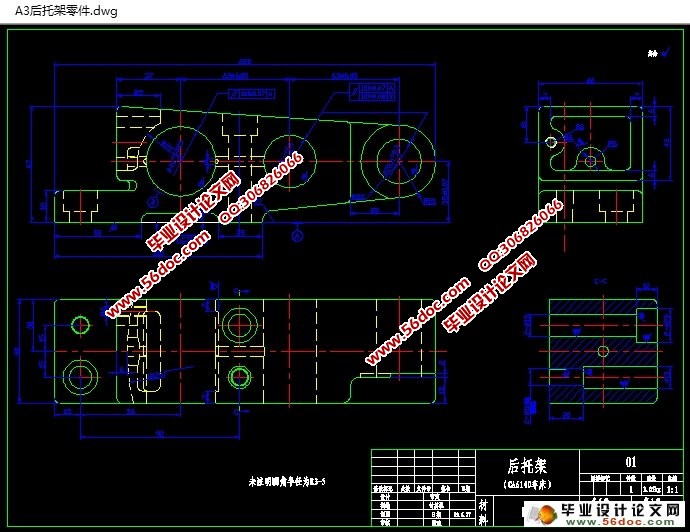
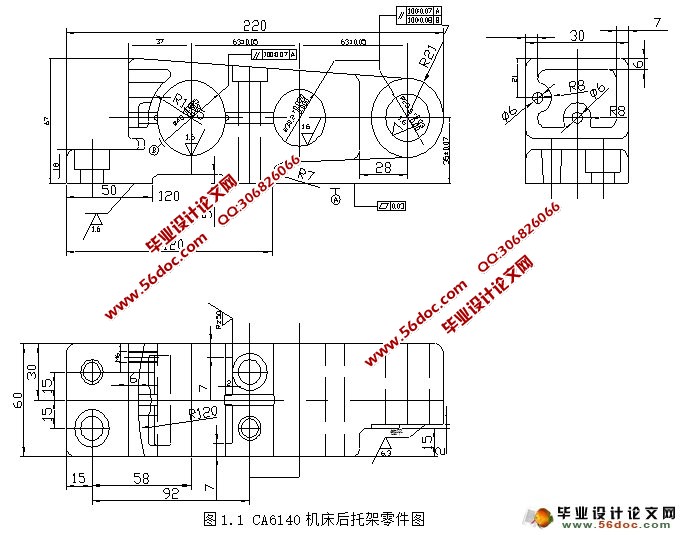
CA6140机床后托架的是CA6140机床的一个重要零件,因为其零件尺寸较小,结构形状也不是很复杂,但侧面三杠孔和底面的精度要求较高,此外还有顶面的四孔要求加工,但是对精度要求不是很高。后托架上的底面和侧面三杠孔的粗糙度要求都是 ,所以都要求精加工。其三杠孔的中心线和底平面有平面度的公差要求等。因为其尺寸精度、几何形状精度和相互位置精度,以及各表面的表面质量均影响机器或部件的装配质量,进而影响其性能与工作寿命,因此它的加工是非常关键和重要的。


目 录 1
1 CA6140机床后托架加工工艺 2
1.1 CA6140机床后托架的工艺分析 2
1.2 CA6140机床后托架的工艺要求及工艺分析 2
1.2.1 CA6140机床后托架的技术要求 3
1.3 加工工艺过程 3
1.4 确定各表面加工方案 3
1.4.1孔的加工方案 4
1.4.2 加工工艺路线方案的比较 4
1.5 CA6140机床后托架的偏差,加工余量,工序尺寸及毛坯尺寸的确定 7
1.5.1 CA6140机床后托架的偏差计算 7
1.6确定切削用量及基本工时(机动时间) 10
1.6.1工序1:粗、精铣底面 10
1.6.2工序2 粗、半精、精镗CA6140侧面三杠孔 12
1.6.3 工序3:钻顶面四孔 19
1.6.4 工序4:钻侧面两孔 22
1.7 时间定额计算及生产安排 24
1.7.1 粗、精铣底面 25
1.7.2 镗侧面三杠孔 25
1.7.3 钻顶面四孔 26
1.7.4 钻侧面两孔 27
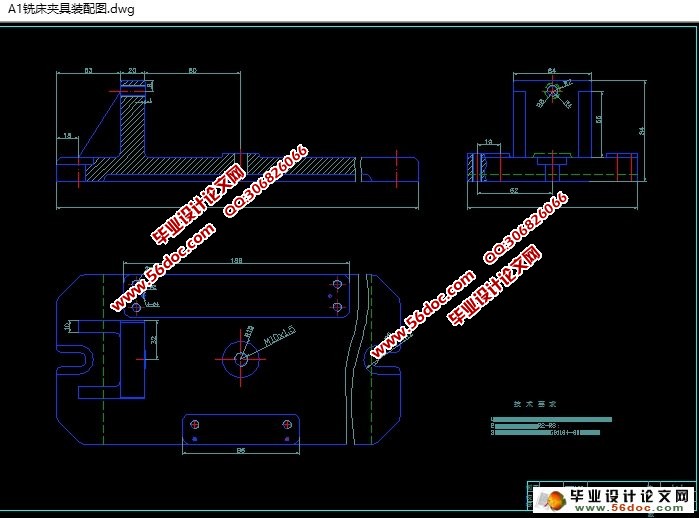
2 铣平面夹具设计 28
2.1研究原始质料 28
2.2 定位基准的选择 28
2.3 切削力及夹紧分析计算 28
2.1.4 误差分析与计算 29
2.1.5 夹具设计及操作的简要说明 30
结 论 31
参考文献 32