
最新机械设计资料
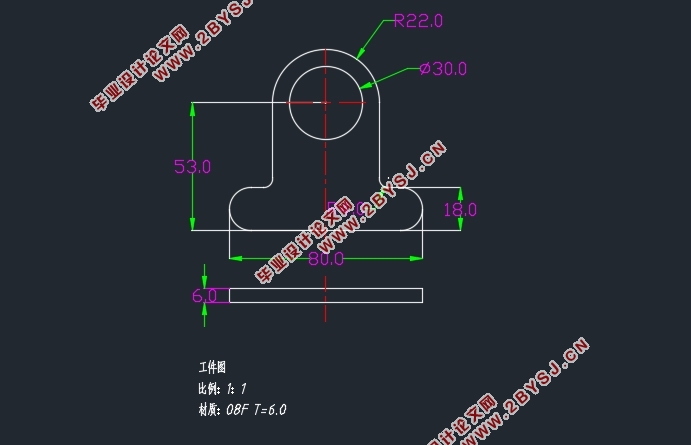
限位板冲压模具设计与制造(复合模冲裁结构)(含CAD零件图装配图)
限位板冲压模具设计与制造(复合模冲裁结构)(含CAD零件图装配图)(论文说明书12000字,CAD图11张)摘 要本产品结构形状比较简单,只有一个圆孔,孔与边缘之间的距离满足要求,料厚为6.0mm,材料为08F钢材,满足许用壁厚要求(孔与孔之间、孔与边缘之间的壁厚),可以冲裁加工。本计算
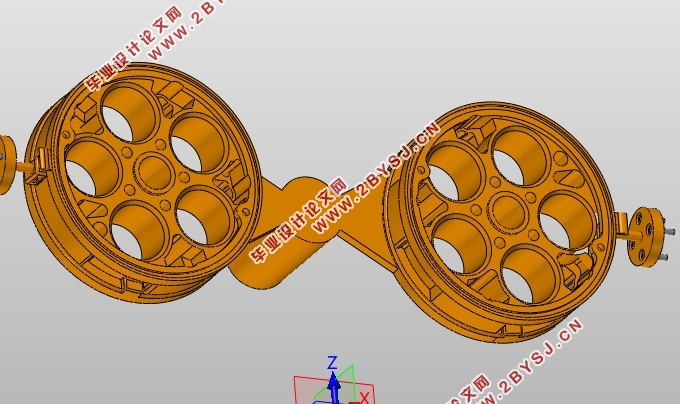
压缩机泵体前盖挤压铸造模具设计(含CAD零件装配图,UG三维图)
压缩机泵体前盖挤压铸造模具设计(含CAD零件装配图,UG三维图)(任务书,开题报告,阶段性报告,论文说明书13000字,CAD图14张,UG三维图,视频动画,答辩PPT)摘要模具在现代制造工业中,是生产各种工业产品的重要工艺装备,它以其特定的形状通过一定的方式使原材料成形。挤压铸造模具是模具中兴起的
HTD16塑料斜齿轮注射成型工艺分析与模具设计(含CAD图,UG三维图)
HTD16塑料斜齿轮注射成型工艺分析与模具设计(含CAD图,UG三维图)(任务书,开题报告,论文说明书13000字,CAD图5张,UG三维图)摘要本文以POM塑料斜齿轮为对象,对其进行注射成型工艺分析以及注塑模具的设计。从材料的选择出发,进行了斜齿轮结构的设计,分析了其结构工艺性和注塑成型的工艺性,
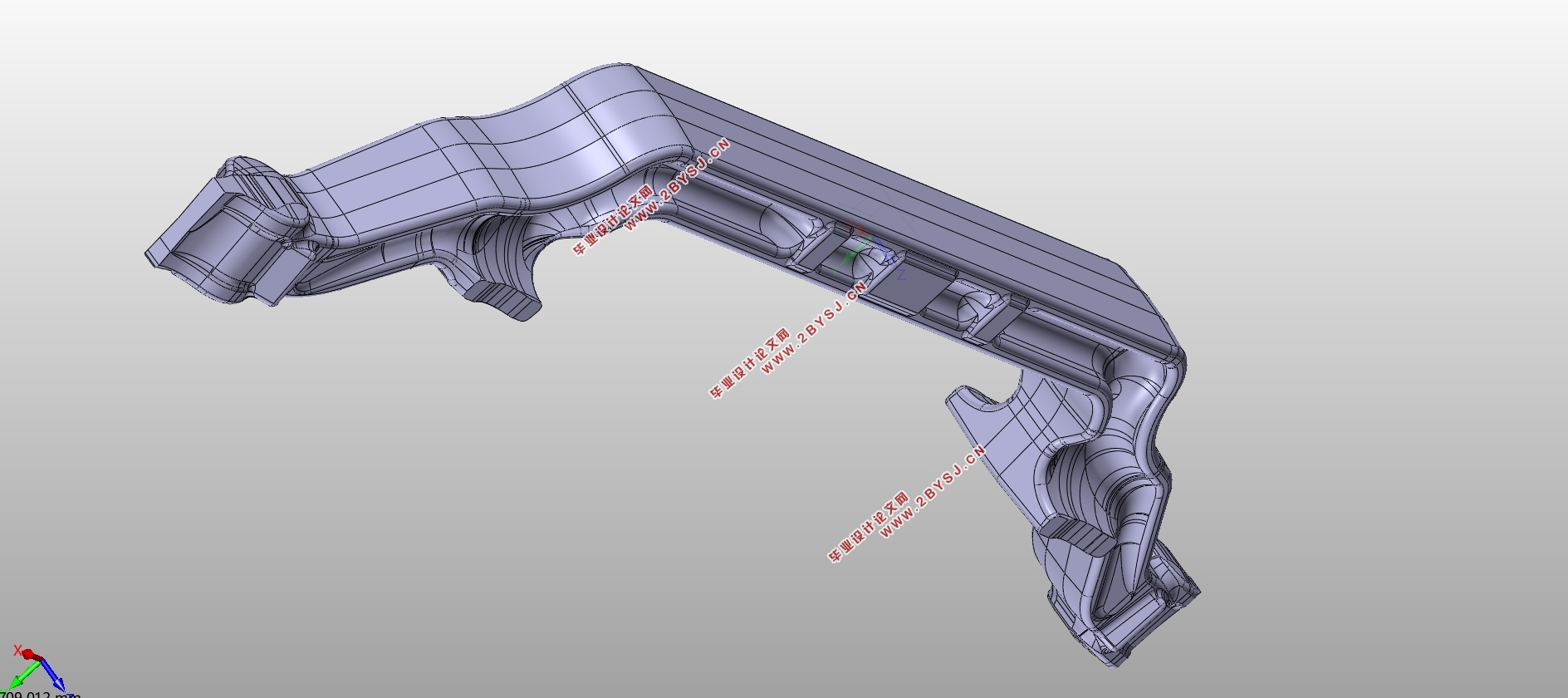
汽车前轴工字梁热锻件模具的三维设计及热学仿真分析(含CAD零件装…
汽车前轴工字梁热锻件模具的三维设计及热学仿真分析(含CAD零件装配图,CATIA三维图)(任务书,开题报告,论文说明书17000字,CAD图5张,CATIA三维图1张,STP三维图1张)摘要目前我国汽车产业处于飞速发展阶段。日益提高的生活水平,制造行业的飞速进步,国家政策的大力扶持使得我国汽车日益普
座盆骨架中间冲压板成型工艺分析与模具设计(含CAD零件图装配图)
座盆骨架中间冲压板成型工艺分析与模具设计(含CAD零件图装配图)(任务书,开题报告,论文说明书14000字,CAD图5张)摘 要本次设计是为了完成能够进行大批量生产座盆骨架中间冲压板模具的设计。主要内容包括针对该覆盖件的结构特点,对座盆骨架中间冲压板成型工艺进行分析,确定其成型加工工艺;设计其冲压加
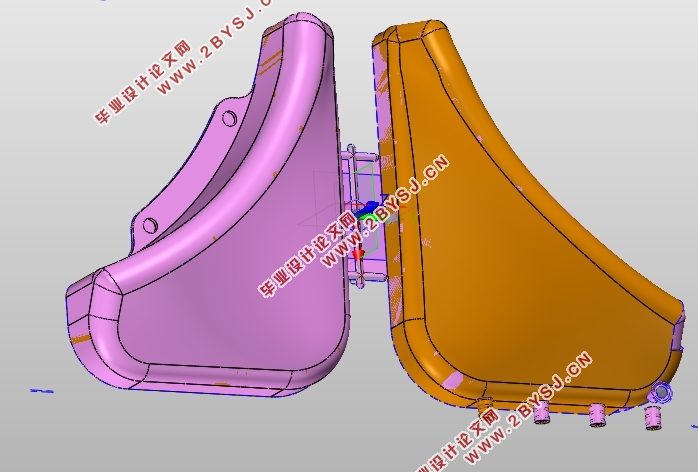
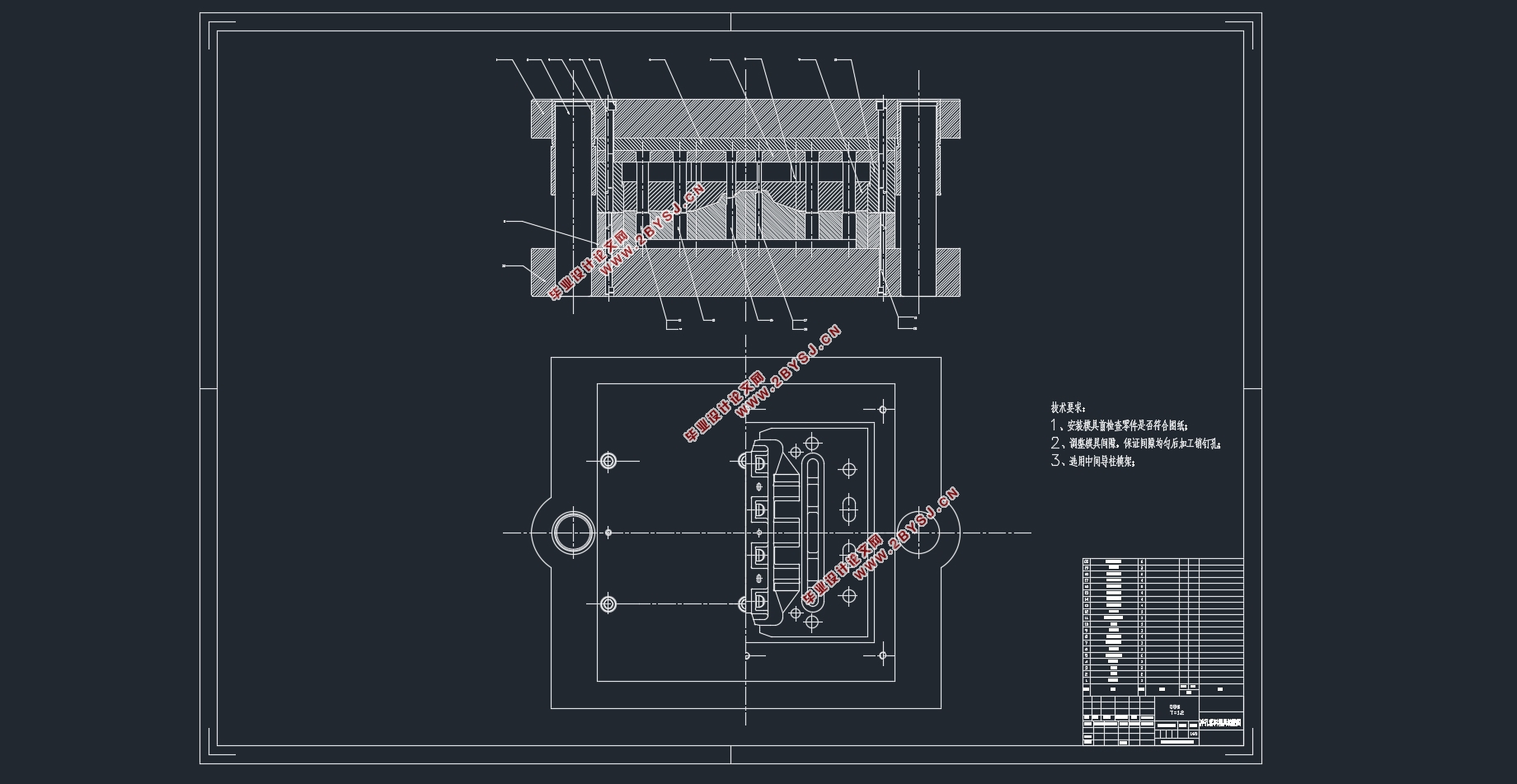
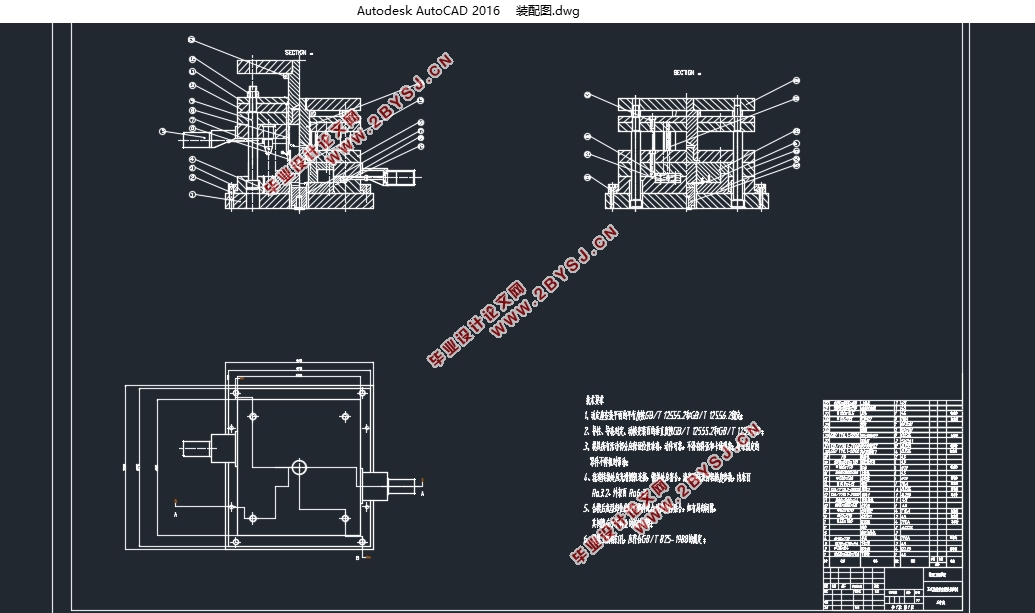
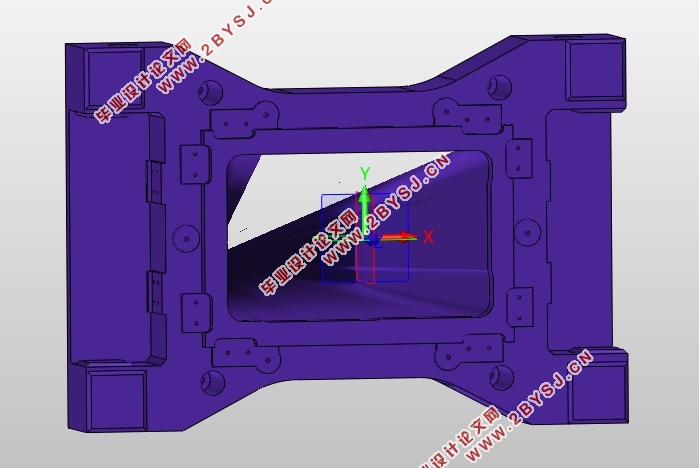
汽车后挡泥板注塑模具的CAD/CAE分析(含CAD零件装配图,UG三维图)
汽车后挡泥板注塑模具的CAD/CAE分析(含CAD零件装配图,UG三维图)(任务书,开题报告,论文说明书18000字,CAD图8张,UG三维图)摘 要本文主要基于NX10针对汽车后挡泥板进行一模多腔的注塑模具设计,进行了汽车后挡泥板的注塑模具三维设计并且进行建模,其中包括了主
正时惰轮托架挤压铸造模具设计(含CAD零件图装配图)
正时惰轮托架挤压铸造模具设计(含CAD零件图装配图)(任务书,开题报告,论文说明书14000字,CAD图14张)本次课题研究的题目是正时惰轮托架挤压铸造模具设计及数值模拟。设计的基本内容是挤压铸造,以此为基础,用AnyCasting模拟仿真软件对设计中的方案进行充型过程的模拟,根据实际模拟状况进行校
汽车过渡板冲压模具设计及运动仿真(含CAD零件装配图,UG三维图)
汽车过渡板冲压模具设计及运动仿真(含CAD零件装配图,UG三维图)(任务书,开题报告,论文说明书13000字,CAD图15张,UG三维图,仿真动画)摘 要本文在汽车薄壁覆盖件模具设计的基础上,在CAE中分析冲压零件的应力应变情况,对零件成型过程中可能出现的缺陷进行分析,改进模具的结构设计,降低零件的
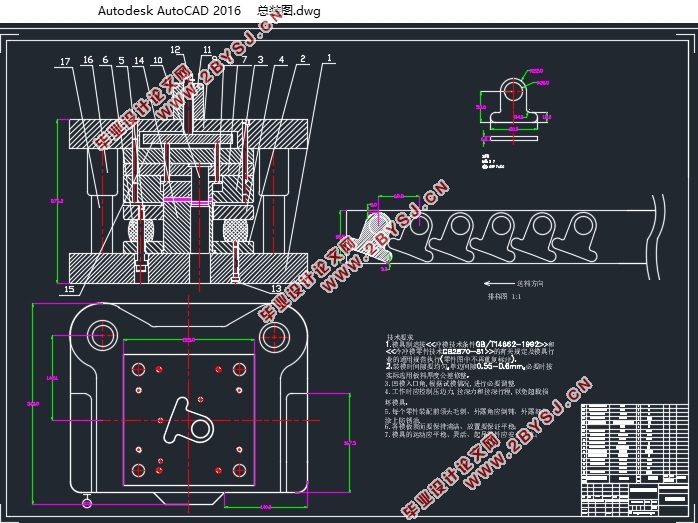
汽车连接件冲压模具设计及运动仿真(含CAD零件装配图,UG三维图)
汽车连接件冲压模具设计及运动仿真(含CAD零件装配图,UG三维图)(任务书,开题报告,论文说明书15000字,CAD图14张,UG三维图,运动仿真)摘要本文在运用AutoForm软件对汽车连接件冲压件成型过程进行应力分析的基础上完成汽车连接件冲压模具设计。利用UG软件进行模具三维零件图的建模并进行装
空调顶盖件冲压模具设计及运动仿真(含CAD零件装配图,UG三维图)
空调顶盖件冲压模具设计及运动仿真(含CAD零件装配图,UG三维图)(任务书,开题报告,论文说明书13000字,CAD图10张,UG三维图,仿真视频)摘 要本次毕业设计中的零件:空调顶盖,是一种企业二类外观件,该零件是典型的冲压件,所以对其外表面要求相对较高,需要他有良好的平滑度,成形性,以及无皱折、