
筒形瓶盖的拉深模具设计(含CAD零件图装配图)(附答辩记录)
无需注册登录,支付后按照提示操作即可获取该资料.
筒形瓶盖的拉深模具设计(含CAD零件图装配图)(附答辩记录)(任务书,论文说明书10000字,CAD图纸4张,答辩记录)
摘 要
当今社会的进步和发展,使原有的商品已经不能满足人们对物质的需求,然而有些商品的制造必须依靠模具才能够生产加工出来,因此,模具的发展与人们的生活关系越来越紧密,如我们使用的电脑、手机、汽车等产品都要依靠模具。模具种类繁多,加工模具的方法也是多种多样的。有锻造模、热锻模、冷锻模、金属挤压模、切边模、其它造模、压
力铸造模、低压铸造模、失蜡铸造模、翻金属模、粉末冶金模、冲模等.
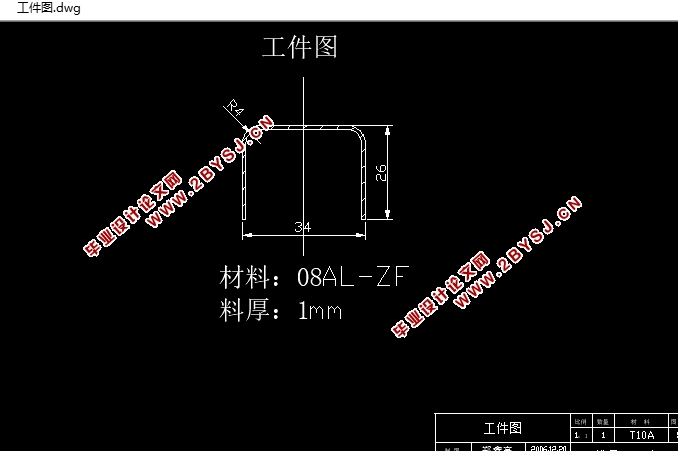
在本次毕业设计中我选择的是瓶盖拉深模的设计,冲压模具主要是将板料分离或成形而得到制件的加工方法。因为模具的生产主要是大批量的生产,不但要保证冲压产品的尺寸精度,产品质量稳定,而且在加工中不破坏产品表面。用模具生产零件可以采用冶金厂大量生产的廉价的扎制钢板或钢带为坏料,且在生产中不需要加热,具有生产效率高、质量好、重量轻、成本低且节约能源和原材料等一系列优点,是其他加工方法所不能比拟的。
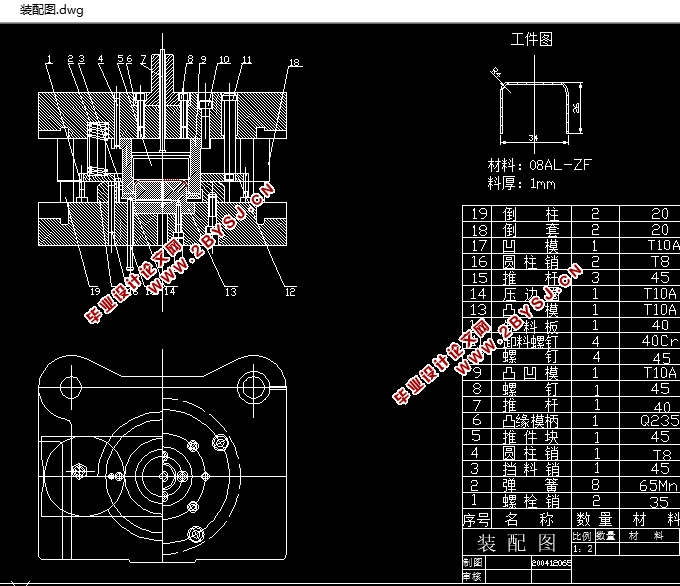
我们不仅要考虑要使做出的零件能满足工作要求,还要保证它的使用寿命。在本次设计中我们主要是考虑到它的实际工作环境和必须完成的设计任务,模架我们采用后侧导柱模架,凹模采用洞口形状凹模,这样可以一次完成全部的工序加工,在设计中我们要考虑到很多关于我所设计零件的知识,包括它的使用场合,外观一起等。通过这次的设计使我深深的体会到怎样才能把所学的东西更好的运用到实践中,设计过程中应注意的问题,使自己在冲压模方面有了更深更多的了解。
关键词:模具 冲裁 拉深 冲压
工艺分析
该零件瓶盖拉深模的设计。属于大批量生产,且其形状简单、对称、有利于合理排样、减小废料,直线、曲线的连接处为圆角过渡。且选用08F钢,其弯曲半径均大于该种材料的最小弯曲半径,且工件精度要求不高,不需要校形,因此,该零件可以用冷冲压加工成形。

目 录
摘 要 1
前 言 2
1工艺分析 3
2 成形工艺方案的确定 4
2.1修边余量的确定 4
2.2毛坯尺寸的计算 4
2.3计算毛坯相对厚度 5
2.4总的拉深系数 5
2.5排样设计 6
3 压力机的选择 12
3.1 计算冲裁力 12
3.2 计算压力中心 13
3.3 选择压力机 14
3.4 冲模的闭合高度 15
4 拉深力和压边力的计算 16
4.1 拉深力的计算 16
4.2 压边力的计算 16
4.3 计算圆角半径 17
5 冲裁间隙的确定 19
5.1 冲裁模确定凸凹模加工尺寸的原则 20
5.2 凸、凹模配合加工时工作部分的尺寸 20
5.3 拉深模的间隙 21
6 凹模设计 22
6.1 凹模洞口形状的选择 22
6.2 凹模的外形尺寸 22
6.3 模架的选取 23
6.4 凹模的主要技术要求 24
6.5 拉深凸模的形状及尺寸 24
7 主要零部件的结构设计 25
7.1 定位零件 25
7.2 卸料与推件零件 25
7.3 导柱与导套 27
7.4 模柄 27
8 冲模零件的材料 28
结 束 语 29
致 谢 30
参考文献 31