
Z形件弯曲模具设计(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
Z形件弯曲模具设计(含CAD零件图装配图)(论文说明书12800字,CAD图纸10张)
摘 要
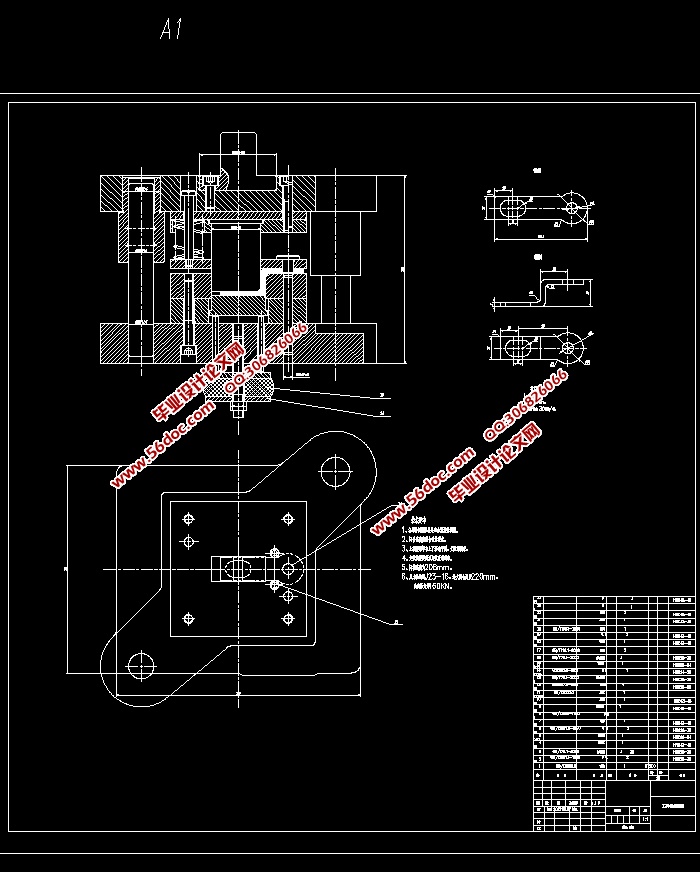
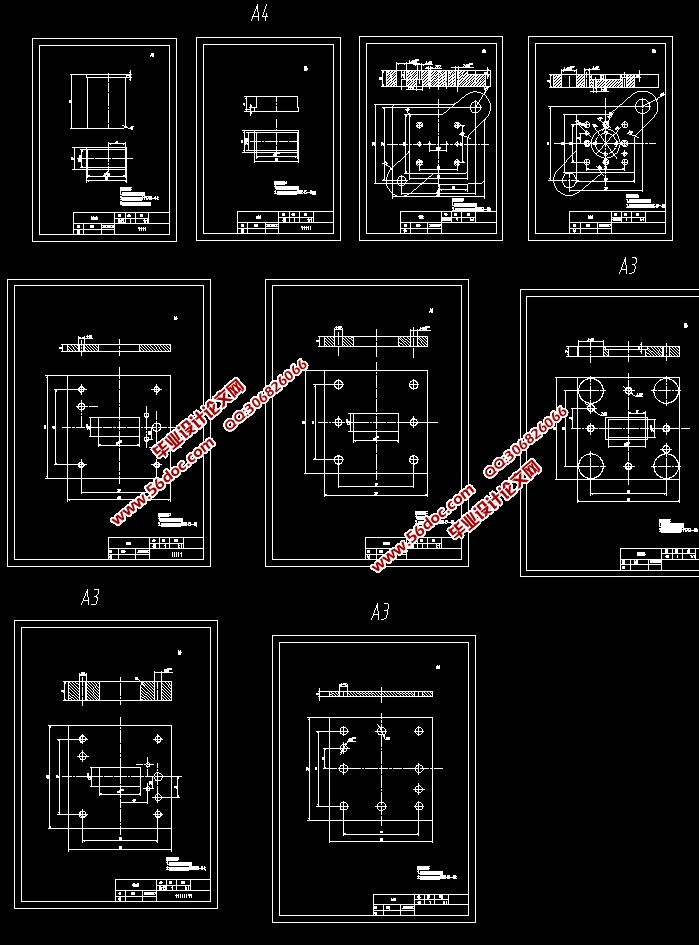
本文主要进行Z形件的弯曲模具设计。通过对Z形零件进行工艺分析,确定了弯曲工艺方案及模具结构形式,然后对模具进行总体设计,接下来是对模具设计进行基本参数计算,在设计过程中计算了弯曲件坯料尺寸、最小弯曲半径、卸载后的回弹、自由弯曲时的弯曲力、校正力等。介绍了Z形件弯曲模具的整体设计过程,并分析和阐述了模具凸、凹模零件及各标准件的选材及选用原则和方法、零件的尺寸公差和精度的选择、以及压力机的选择和校核。采用AutoCAD软件绘制了Z形件弯曲模具的装配图和非标准零件图,并撰写了毕业设计说明书。
关键词:弯曲模具;Z形件;设计
弯曲工艺性分析
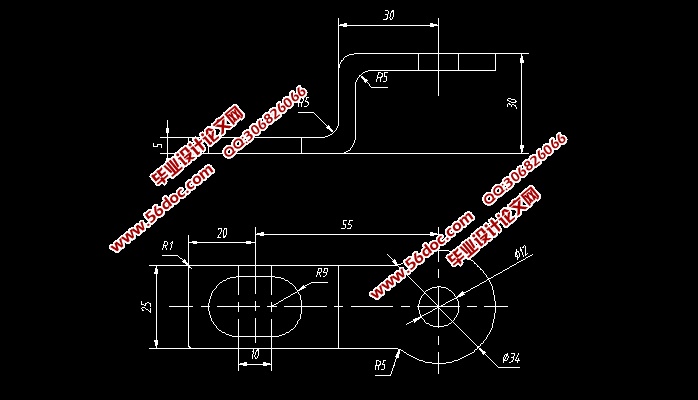
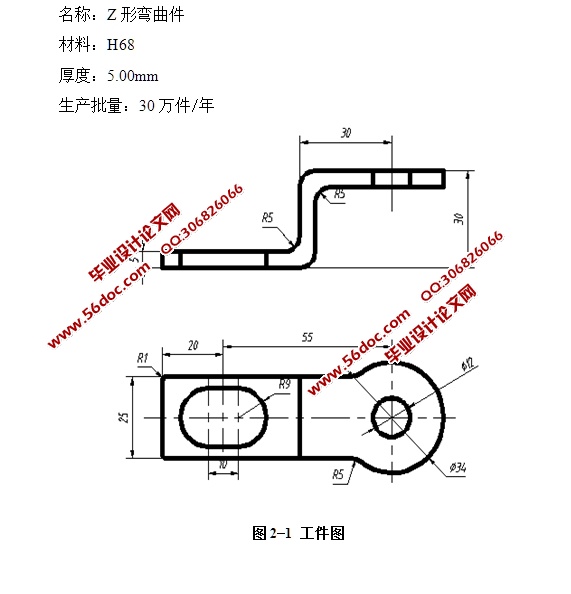
工件图2-1所示Z形弯曲件。弯曲件的工艺性是指弯曲件的形状、尺寸、材料的选用及技术要求等是否满足弯曲加工的工艺要求。具有良好冲压工艺性的弯曲件,不仅能提高工件质量,减少废品率,而且能简化工艺和模具结构,降低材料消耗。该弯曲件是直接由工序件弯曲而来,仅有弯曲一道工序,外形简单,尺寸精度要求不高,用途广泛。有利于零件的弯曲加工,但零件两处弯曲方向不同,在弯曲过程中坯料易因受力不平衡而产生滑移,所以弯曲时应有一定的凸凹模间隙。弯曲过程中影响弯曲件的因素很多,良好的冲裁弯曲工艺性应保证工件形状尺寸、公差等级要求和材料性能等。本次设计制件其工艺分如下:
名称:Z形弯曲件
材料:H68
厚度:5.00mm
生产批量:30万件/年
2.1 材料分析
材料为H68普通黄铜,具有良好的塑性和较高的强度,加工性能好,易焊接具有良好的弯曲成形性能。抗拉强度 ≥370MPa,为普通黄铜中应用最广泛的品种。宜于制作各种弯曲件。
2.2 结构分析
该工件外形结构较为简单、呈Z形状、尺寸精度要求不高,定位较为容易,且定位精度易保证。此工件可采用一次弯曲成形。工件厚度为t=5mm,宽度b=25mm,属于大批生产,无尖角,对冲压弯曲较为有利。属于普通弯曲件。
目 录
1 绪论 1
2 弯曲工艺性分析 3
2.1 材料分析 4
2.2 结构分析 4
2.3 精度分析 4
3 模具总体结构分析 5
3.1 模具类型的选择 5
3.2 送料方式的选择 6
3.3 定位方式的选择 6
3.4 卸料方式的选择 7
3.5 出件方式的选择 8
3.6 导向方式的选择 8
4 主要工艺参数计算 10
4.1 弯曲件展开尺寸计算 10
4.2 弯曲力计算 11
4.2.1 自由弯曲力的计算 11
4.2.2 校正弯曲的弯曲力计算 12
4.3 弯曲回弹值的确定 13
4.4 压力机公称压力的确定 13
5 工作部分尺寸计算 14
5.1 弯曲凸模和凹模的圆角半径 14
5.1.1 弯曲凸模的圆角半径 14
5.1.2 弯曲凹模的圆角半径 14
5.2 弯曲凹模深度尺寸 14
5.3 弯曲凹模周界尺寸 15
5.4 弯曲凹、凸模间隙 16
5.5 弯曲凸、凹模宽度尺寸 16
6 主要零部件的设计 19
6.1 凹模设计 19
6.1.1 凹模外形的确定 19
6.1.2 凹模材料的确定 19
6.1.3 凹模精度的确定 19
6.2 凸模设计 20
6.2.1 凸模外形的确定 20
6.2.2 凸模材料的确定 20
6.2.3 凸模精度的确定 20
6.3 定位零件的选用 21
6.4 垫板的设计 21
6.5 凸模固定板的设计 22
6.6 卸料装置的选定 23
6.7 推件装置的选定 24
6.8 模柄的选定 25
6.9 上、下模座的选用 26
7 冲压设备的校核与选定 27
7.1 冲压设备的主要参数校核 27
7.2 冲压设备的确定 27
7.3 压力机的确定 27
8 模具结构简述 28
结论 29
致谢 30
参考文献 31
附表 J23系列开式可倾压力机主要技术参数 32