
手机端盖注射模设计(含CAD零件图和装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
手机端盖注射模设计(含CAD零件图和装配图)(选题审批表,任务书,开题报告,中期检查表,论文说明书10300字,CAD图纸20张)
摘 要:注射成形是现在成形热塑件的主要方法,因此应用范围很广。注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。塑料注射成形工艺的最大特点是复制,能够复制出所需任意数量的可直接使用或稍作处理即可使用的制品,是一种适宜大批量生产的工艺。虽然在设备上投入较大,但是可以生产制品的数量非常大,实属一种经济快捷的生产方式,因此得到广泛的应用和快速的发展,本文针对手机翻盖的结构工艺特点.分析了注射模结构的设计过程,采用热流道系统,提高了塑件表面质量及成型效率.并详细介绍了模具的工作过程。
关键词:注射模;手机翻盖;热流道;工作过程
The Design of Phone Injection Mould Cover
Abstract:Injection which is the main method to make a thermoplastic has a very large application. Injecting into shape is the plastic materials in rolls of the material being heated, which has become a highly sticky fluid, Using stopper or bolts as the pressure of tools to make sure that the fluid was injected into mould form through injector. after a cooling and solidify, and then die from the adjustment, as of plastic.Plastic temperature of the injection process is the replication which can used directly or simple treatment with any number. It is a suitable mass production technique. Although the equipment on a large, but can produce goods of a large quantity of an economy, and mode of production, so it has been widely used and rapid development. About the structure of phone clamshell, this paper analyzed the injection mould structure of the design process, which used the hot runner to improving the quality of plastic piece and efficiency core of form. and detailed presentation of the mold work.
Key words: injection mould ; clamshell; heat flow; process
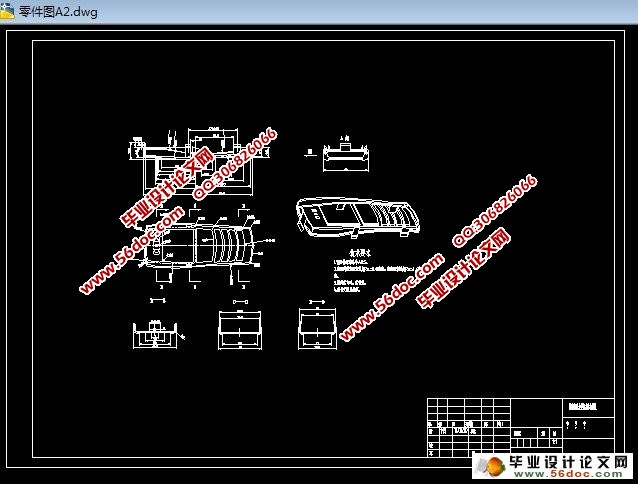
零件用途及设计要求
该塑件用于手机上,合理布置手机表面以及对屏幕和对内部零件的保护功能。要求结构合理,精度等级为四级,粗糙度要求比模具等级低1—2级。在设计塑件时,应考虑原料成型工艺性,如流动性、收缩性等,在保证使用耐化学腐蚀性能和耐磨性的前提下力求结构简单,壁厚均匀,使用方便,在设计塑件时,应同时考虑其模具成型时的总体结构,使模具型腔易于制造、抽芯和推出机构简单。
2.3 分析塑件结构工艺性
我所选的材料为ABS,在成型过程中,ABS升温时粘度增高,所以成型压力需要高一点,且塑料上的脱摸斜度宜稍大,ABS易吸水,成型加工前应进行干燥处理;易产生熔接痕,模具设计时应注意尽量减小浇注系统对料流的阻力;在正常的成型条件下,壁厚、溶料温度及收缩率影响极小。要求塑件精度高时,模具温度可控制在50—60摄氏度,要求塑件光泽和耐热时,应控制在60—80摄氏度。
4.1 初步确定注射容量及注射压力
通过对塑件的三维造型及收缩率的影响,得:
Vs≈5.5 cm3 (1)
ABS的密度为1.02-1.05 g/cm3
单件塑件的重量约为5.5g.
粗算浇注系统的重量约为3g.
根据型腔的数量和浇注系统的重量,得:
M=2×5.5+3=14g
注射压力:ABS塑料成型时的注射压力P=70-90MPa.
4.2 初选注射机和纪录其主要参数
再根据板宽和孔距确定注射机的型号为XS-ZY-125.
注射机XS-ZY-125有关技术参数如下:
额定注射量:125cm3 注射压力:120MPa 注射行程:115mm
锁模力:900kN 最大成型面积:320cm3 模板最大行程:300mm
模具最大厚度:300mm 模具最小厚度:200mm 喷嘴圆弧半径:12mm
喷嘴孔直径:4mm 动定模固定板:428×458mm 拉杆空间:260×290mm
目 录
摘要 1
关键词 1
1 前言 1
2 分析设计资料 2
2.1 分析材料性能 2
2.2 零件用途及设计要求 3
2.3 分析塑件结构工艺性 3
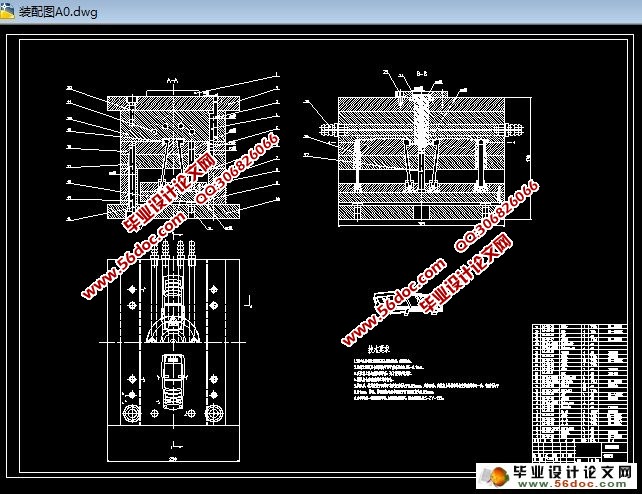
3 模具总体结构设计 3
3.1 确定型腔数目 3
4 注射机型号的确定 4
4.1 初步确定注射容量及注射压力 4
4.2 初选注射机和纪录其主要参数 4
5 分型面的确定 4
6 浇注系统形式和浇口的设计 5
6.1 主流道设计 5
6.2 分流道设计 6
6.3 浇口的设计 9
6.4 校核流动比 11
6.5 冷料穴设计 12
7 斜滑块设计 13
8 设计推出机构 14
8. 1 推杆推出机构 14
8.1.1 确定推杆位置、推杆形状及推杆数量等 15
8.1.2 确定推杆安装、固定及配合 15
8.1.3 推出机构复位方式确定及设计 16
8.1.4 浇注系统拉料杆安装、设计 16
8.2 动、定模导向机构设计 17
8.3 成型零件设计 18
8.3.1 由制品尺寸及精度计算成型零件工作尺寸 18
8.4 温度调节系统设计 20
9 注射机校核 21
9.1 容量校核 21
9.2 注射压力校核 21
9.3 最大成型面积校核 21
9.4 模高校核 22
9.5 模具最大尺寸校核 22
9.6 推出行程校核 22
10 结束语 22
参考文献 22
致谢 23