
手机壳注塑模具设计(含CAD零件图装配图,UG三维图)
无需注册登录,支付后按照提示操作即可获取该资料.
手机壳注塑模具设计(含CAD零件图装配图,UG三维图)(论文说明书13000字,CAD图11张,UG三维装配图)
2 注塑工艺分析及成型方法
2.1 塑件(手机壳)分析
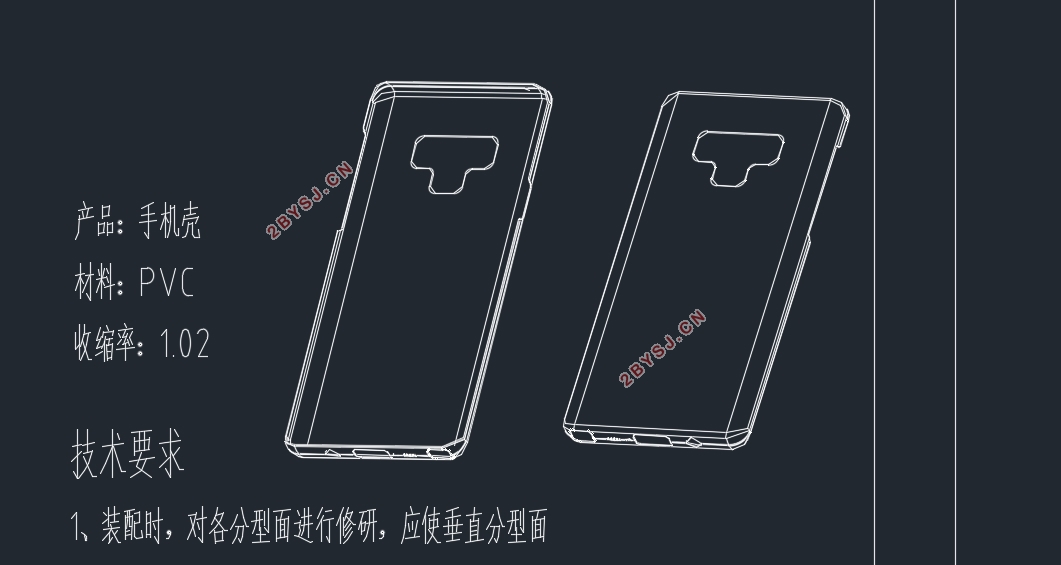
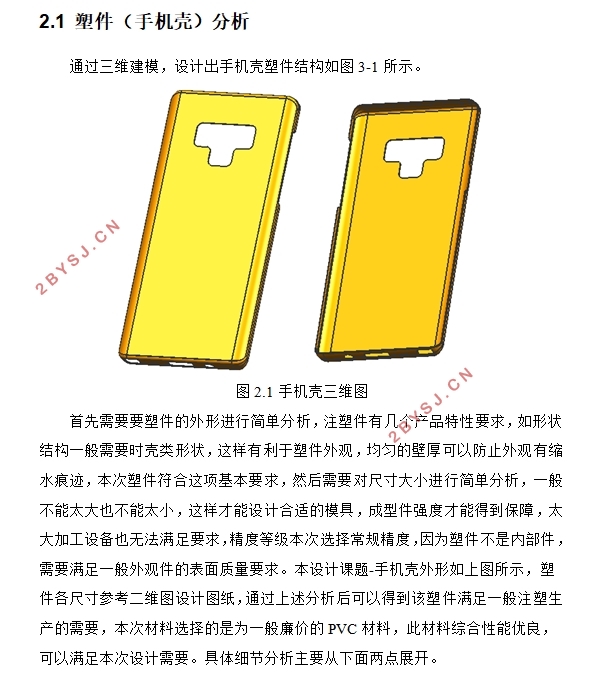
首先需要要塑件的外形进行简单分析,注塑件有几个产品特性要求,如形状结构一般需要时壳类形状,这样有利于塑件外观,均匀的壁厚可以防止外观有缩水痕迹,本次塑件符合这项基本要求,然后需要对尺寸大小进行简单分析,一般不能太大也不能太小,这样才能设计合适的模具,成型件强度才能得到保障,太大加工设备也无法满足要求,精度等级本次选择常规精度,因为塑件不是内部件,需要满足一般外观件的表面质量要求。本设计课题-手机壳外形如上图所示,塑件各尺寸参考二维图设计图纸,通过上述分析后可以得到该塑件满足一般注塑生产的需要,本次材料选择的是为一般廉价的PVC材料,此材料综合性能优良,可以满足本次设计需要。具体细节分析主要从下面两点展开。
2.1.1 结构分析
分析塑件图可以得知,该塑件整体尺寸一般大小,外观为一个手机壳盖板类塑件,两侧有孔需要两侧滑块抽芯,该塑件适合注塑模具生产制造。
2.2.2 成型工艺分析
精度等级:因为塑件没有严格的公差要求,本次选择采用一般精度5级来设计,按一般模具精度设计可以降低成本和简化模具结构。
脱模斜度:分析塑件的结构得到塑件的平均厚度约为2mm,因为侧壁有一定高度,设计的脱模斜度需要合适才能顺利脱模,通过查参考文献【1】中的表3-4可以得到,按此高度设计的内表面35′~1°可以满足脱模需要,在设计塑件外表面时候需要40′~1°20′可以保证塑件外观,脱模时候不容易刮花等。因为塑胶结构都是比较均匀,内部没有特殊狭窄细小部位,塑料为PVC的流动性较好,一般小高度位置脱模斜度可以不设计也能顺利脱模。

目 录
目 录 I
摘要 1
Abstract 2
1 绪论 3
1.1 选题的依据和意义 3
1.2 模具工业的发展现状 3
2 注塑工艺分析及成型方法 5
2.1 塑件(手机壳)分析 5
2.1.1 结构分析 5
2.2.2 成型工艺分析 6
2.2材料PVC的注射成型过程及工艺参数 6
2.2.1材料PVC的注塑成型参数 6
2.2.2材料PVC性能 7
3 模具基本结构设计 9
3.1分型面的设计 9
3.2确定型腔数量及排列方式 9
3.3注射机型号的确定 10
3.3.1关于模具一次成型注塑量的计算 11
3.3.2注射机型号的选定 12
3.3.3注塑机的参数较核 13
4 模具浇注系统的设计 15
4.1浇注系统的设计步骤和原则 15
4.2主流道的设计 15
4.3分流道设计 16
4.4浇口的设计 17
4.5冷料穴的设计 18
5 成型零件的设计 19
5.1 成型零件结构设计 19
5.2 成型零件尺寸计算 20
5.2.1 型腔工作尺寸计算 20
5.2 .2型芯工作尺寸计算 21
6 其他模具结构设计 23
6.1冷却系统的设计 23
6.2脱模机构的设计 24
6.3 脱模力的计算 25
6.3侧抽芯机构的设计 26
7 标准模架的选择 29
总 结 31
致 谢 32
参考文献 33