
���μ�����ģ���(��CAD���ͼװ��ͼ)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
���μ�����ģ���(��CAD���ͼװ��ͼ)(��������,���˵����13700��,CADͼ6��,ʵϰ����)
ժ����Ҫ
�ڱ����˵�����а��������ȽϿ�ִ�еķ���������һ�Ƿֶ����������ɵ�����ģ����������һ����������ɵ�����ģ��Ϊ���ֳ�ѹ���ճ����ѳ�Ϊ�ִ���ҵ���������ֶΣ��ؼ���Ҫ�Գ�������ģ�������Լ���ɫ������Ҫ���ǵ�����������ϴ���������������������ѡ����Ʒ���������һ�������������ģ�ߣ��÷���ȥģ����һ�ι���״̬��������Ƶ�ת��ʽ��ת������������͡��÷�ģ����ƽ���˳�ѹ������һ�ι������͵�Ч��������һ���ȡ���������ڹ��������ǶȽ�С������С�
������е��������ģ�ڰ�ģ�������һ��ת��ʽ��ת��ģ���ں��ڰ�ģ�����档��ģ��һ��������Գ��һ���תת���ġ���ģʽһ�����ʽ��ת�ᣬ�ؼ������ں��ڰ�ģ�����֮�䣬�����������ð�ģҲ�dz����㣬ֻ��Ҫ���ڰ�ģ���T�ɣ���жά��Ҳ��Է��㡣
���������������ģ���������ģ��ģ�������¹���ʱ����һʱ���ǰ�ë���ϼ������ɽǶ�Ϊ90°��U�μ�Ϊ�ȣ�����ģ���������¹���ʱ������ë���ϼ��ڰ�ģ��ʹ�����ת��ʽ��ģ����ת�������ͳ��ͳ���Ч�����ٴ���ë���ϼ��������ﵽ������״����ɳ��ͺ�ģ��������������������ʹת��ʽ��ģ�����ת������ʹ����λ����λ���Լ�ת��ʽ��ģ�ϵĵ��ɻظ�ԭʼ״̬���ڱ���Ƶ�ת��ʽ��ת��ģ������ģ�У�������һ�ι���״̬����ɳ�ѹ�������ಽ�����գ���Զ��Ա���Ƶ�ģ�����칤�ղ���������������ɱ�Ҳ���ˡ����Ͻṹ��ࡣ�������ʵ�������������ù㷺��
���漰��ģ����ƵĽ����У������Ź�������Ҫ�����������Լ���Ҫ�ﵽ�Ĺ������Ҫ��ȵȣ��������������������ģ�ߵ�ë��������ߴ硢���������������õ���������С���������и���ԭ������Ļص��ǶȺͱ���Ƶ�����ģ��ģ�Ͱ�ģ֮��ļ�϶ֵ�ļ��㣬����Ѱ�ҵ��Ƚ�ǡ�������ϱ�����ģ�ߵĶ�λ�Լ�ж�ϵ�Ҫ�滮����ģ������ģ�����ε���ƣ��ö��÷�ģ��Ҫ�õĸղ��ϲ��滮��������㲿������Ƽӹ����շ������������ϸ�����ģ����Ҫ����װ����Ҫ���ż�����ɸ�ģ�ߵ���װ�䡣װ���Ѿ��ٴ��ĵ��������ģ�ߣ�����ģ��������ѹ���豸�϶������õ��ԣ�����ë�����Գ�����ģ���ڴ���ģ�ڼ乤�����������б�¶��������������ȱ��ʱ��Ӧ�ö��䱩¶����������и���Ѱ�Ҳ����ҵ�Ӧ�Խ�������������������������ܴﵽ�ϸ��ʵĹ�����Ʒ��
�ؼ��ʣ���ѹ���գ����������գ�ת��ʽ��ת��ģ
Abstract
In this paper, the design of two programs, the program is a multi process bending die, the program two is a single bending die. To reflect the stamping forming process has become a modern industrial production process means, but also to highlighting the characteristics of bending die, also need to consider to the workpiece to mass production, so the selection of the bending die for the second single process of scheme, it is forming a rotating shaft rotary bending die. The combined single working procedure is used for forming a movable concave die for a U shaped workpiece which is less than 90 degrees in the bending angle of the workpiece.
The bending die has a pair of rotating shaft type concave modules corresponding to the notch, and the notch and the relative deserve are the shape of the work piece. The concave die is the left and right symmetry and the activity turns. The rotary shaft of a group of combined type is concave, and is embedded in the concave mold insert block, which is convenient for mechanical processing.
When the bending die punch followed press slide under pressure. First of all, the blank in the die bent into 90 degrees of the U shaped parts, with the punch to press the blank bottom pressure rotary die and concave die in rotation by pressure rotating the roughcast again bending is complete. When the convex die is picked up with the slide block of the press, the rotation of the rotating shaft of the rotating shaft is rotated, and the spring on the limit pin and the rotating shaft is made to restore the initial position of the rotary die. Because the rotating shaft type rotary bending concave die can be in the press of a decline and rise in the completion of a few pairs of single process die in order to complete the bending process, and the mold process is simple, simple structure. Therefore, the use of more in the actual production.
Into the mold design process, according to the workpiece material and the thickness of the workpiece and workpiece properties, design analysis calculation of the bending die Mao Piliao, bending, springback angle and the convex and concave die clearance etc.; find out the proper positioning of the bending die and ways of loading and unloading. The working part of the mold design calculation is divided into convex and concave die design, select the material used in the mold and determine the processing technology of each component. According to the general assembly rules of the mold, the total assembly of the mold is completed. Fit the mold, installation to the machine equipment for debugging and testing. If it is found that does not meet the requirements of the need to be amended, and again to debug the test mode, until the normal operation and processing of qualified parts.
Keywords: Stamping process, bending forming process, rotating shaft rotary die



Ŀ ¼
ժ����Ҫ I
1 ���������Է��� 1
1.1 ����������ͼ����Ƴ�ѹ�������� 1
1.2 ���������������ṹ������ 2
1.3 ��С��������뾶��ȷ�� 3
2 �����Ľṹ�����Է��� 5
2.1 �������������͵���С�����뾶 5
2.2 �������������͵���״��ߴ�ĶԳ��� 5
3 �����������͵Ĺ����� 7
3.1 ��������������ʱ�Ĺ�����ԭ�� 7
3.2 ������������ 7
4 ��Ľ������Ľṹ��� 9
4.1 �����IJ��ϵ��ȴ��� 9
4.2 ��ģ���ṹ��ȡ��ʩ 9
4.3�������ģ�ṹע������ 9
5 �������������յļ��� 11
5.1 ��������ʱ�������ķ��� 11
5.2 У������������ʱ���������� 11
5.3 ��������ѹ�������㪥 12
5.4 ѡ��ѹ������λ 12
6 ë��չ���ߴ缰�ص����ļ��� 13
6.1 ë�������ߴ��ͼ 13
6.2 ë����չ���ߴ���� 13
6.3 �ص����ļ��� 14
6.4���ٻص������������еİ취 15
7 ���ȷ���ù�������ģ��Ҫ��������ṹ���� 17
7.1 ȷ��ģ�밼ģ��Բ�ǰ뾶���� 17
7.2 ��ģ����������� 17
7.3 ��������ģ�ļ�϶ 18
7.4 ����ģ����ߴ缰���� 19
8 ģ��������� 21
8.1 ģ��������ģ��������� 21
8.2 �����豸��ѡ�� 23
8.3 �豸��ȷ�� 24
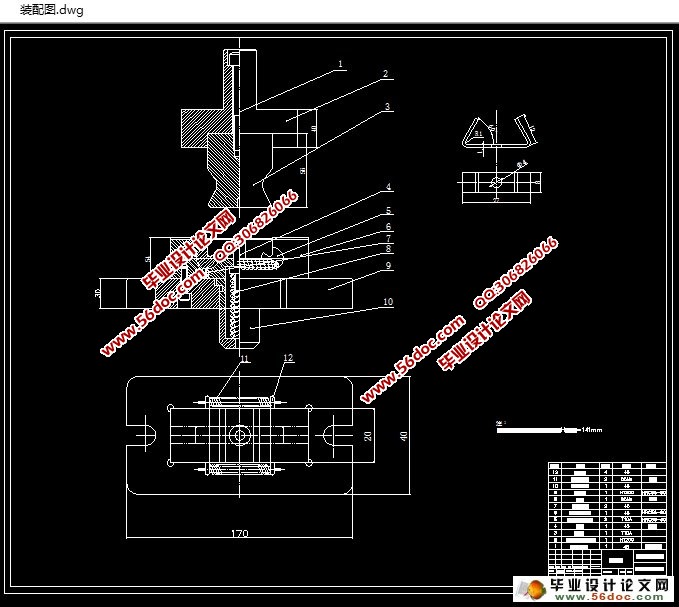
8.4 ����ģ��װ��ͼ 25
8.5 ��ģ���DZ����ͼ 26
9 ģ����λ��ʽ��ж�ϡ�����װ�õĸ��� 27
9.1 ģ�����͵�ѡ���� 27
9.2 ��λ��ʽ��ȷ�� 27
9.3 ж�Ϸ�ʽ�ͳ���װ�ü��� 27
10 ģ�����ϵ�ѡ���Լ������㲿������� 29
10.1 ģ�����ϵ�ѡ�� 29
10.2 ģ������ӹ����� 30
11 ģ�ߵ�װ���ģ����õ���ģ 33
11.1 ģ����װ�� 33
11.2 ģ���ĵ��� 34
�� л 36
����� 37