
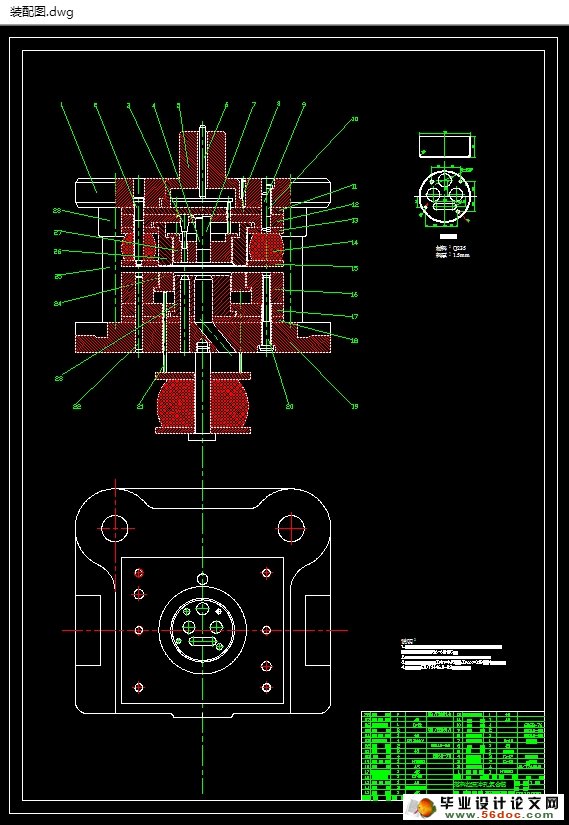
杯形件落料拉深冲孔复合模(含CAD零件装配图,工艺卡)
无需注册登录,支付后按照提示操作即可获取该资料.
杯形件落料拉深冲孔复合模(含CAD零件装配图,工艺卡)(任务书,开题报告,论文说明书10000字,CAD图纸6张,工艺卡)
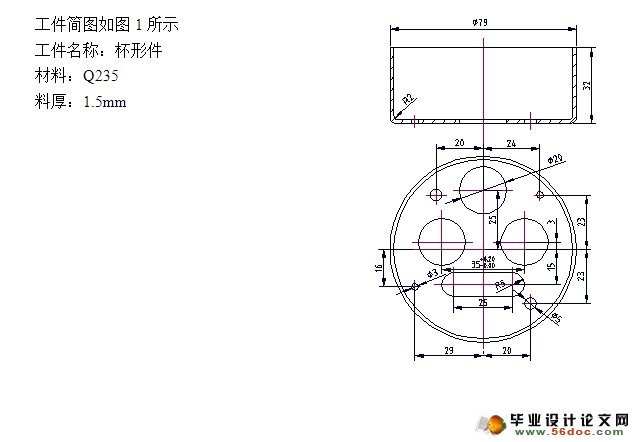
由工件图可见,该工件的加工涉及到落料、拉深、冲孔三种工序内容,根据变形特点,对于带孔的拉深件,尤其是 的孔到直壁的距离较近,为保证小孔的精度,一般应先拉深后冲孔。由于产品批量较大,不宜采用单一工序生产,而用级进模结构过于复杂,成本较高,故采用落料、拉深、冲孔复合模
(1)生产效率成倍提高,而且节省人力、电力和工序间的搬运工作。
(2)在复合模中几道工序是在同一工位上完成 的,无须重新定位,从而使冲压工件的位置精度得到提高,同心度误差在 ~ 以内。
(3)由于复合模要在一副模具中完成几道冲压工序,所以结构上比单工序模复杂,而且各零部件在动作时要求相互不干涉,准确可靠,这就要求模具的制造应有较高的精度,因此模具的制造成本也就提高了,制造周期也相对延长,维修也不如单工序模简便。

目录
摘要………………………………………………………………………3
Summary………………………………………………………………… 4
1 概述…………………………………………………………… ……5
1.1 冷冲压的特点及应用……………………………………………………… 5
1.1.1冷冲压的特点………………………………………………………… 5
1.1.2 冷冲压的应用……………………………………………………… 6
1.2 冷冲压的基本工序和冲压工艺要求…………………………………………6
1.2.1 基本工序…………………………………………………………… 6
1.2.2 冲压工艺要求……………………………………………………… 6
1.3 冲压工艺新技术的发展…………………………………………………… 7
2 模具尺寸设计…………………………………………………………………9
2.1冲压件的工艺分析………………………………………………………… 9
2.2工序分析与计算……………………………………………………………… 9
2.2.1工艺分析……………………………………………………………… 9
2.2.2 落料工艺分析与计算…………………………………………………10
2.2.3拉深工序的工艺分析与计算…………………………………………12
2.2.4冲孔工序的工艺分析与计算…………………………………………13
3 模具结构总体设计………………………………………………………… 18
3.1 凸模和凹模的结构设计与标准化……………………………………………18
3.2 固定挡料销的设计与标准化…………………………………………………20
3.3 卸料装置的设计与标准化……………………………………………………20
3.4 标准模架的选用………………………………………………………………21
3.5 联接件的选用与标准化…………………………………………………… 22
3.6 压力机的校核……………………………………………………………… 22
4 模具的装配与调试…………………………………………… ……23
4.1模架总装图……………………………………………………………………23
4.2模具的装配与调试……………………………………………………………24
总结………………………………………………………………………26
致谢………………………………………………………………………27
参考文献…………………………………………………………………28