
��������Ļ�е�ӹ����ռ��о����(��CAD���ͼ�о�ͼ)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
��������Ļ�е�ӹ����ռ��о����(��CAD���ͼ�о�ͼ)(����˵����10000��,CADͼֽ8��,���տ�,����)
����ṹ�����÷���
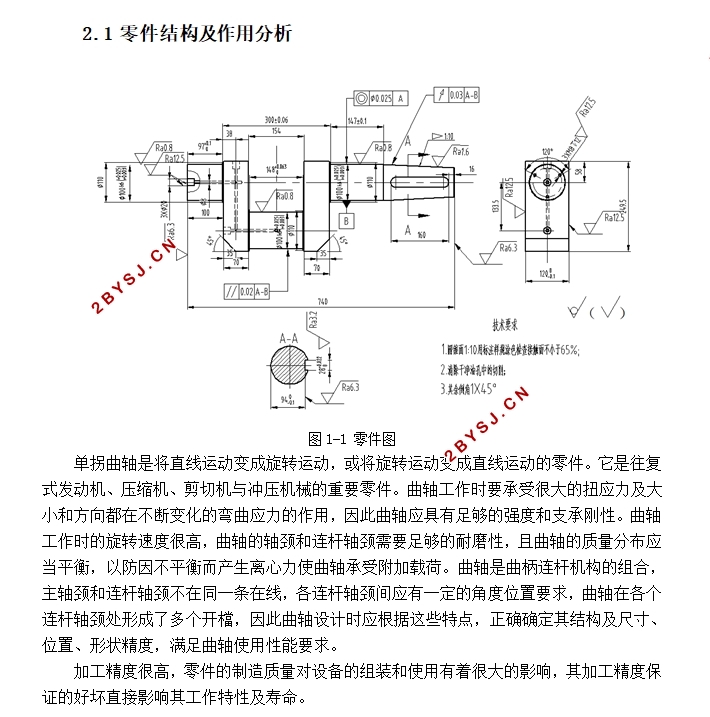
���������ǽ�ֱ���˶������ת�˶�������ת�˶����ֱ���˶����������������ʽ��������ѹ���������л����ѹ��е����Ҫ��������Ṥ��ʱҪ���ܴܺ��ŤӦ������С�ͷ����ڲ��ϱ仯������Ӧ�������ã��������Ӧ�����㹻��ǿ�Ⱥ�֧�и��ԡ����Ṥ��ʱ����ת�ٶȺܸߣ�������ᾱ�������ᾱ��Ҫ�㹻����ĥ�ԣ�������������ֲ�Ӧ��ƽ�⣬�Է���ƽ�������������ʹ������ܸ����غɡ��������������˻�������ϣ����ᾱ�������ᾱ����ͬһ�����ߣ��������ᾱ��Ӧ��һ���ĽǶ�λ��Ҫ�������ڸ��������ᾱ���γ��˶�����n������������ʱӦ������Щ�ص㣬��ȷȷ����ṹ���ߴ硢λ�á���״���ȣ���������ʹ������Ҫ��
�ӹ����Ⱥܸߣ�����������������豸����װ��ʹ�����źܴ��Ӱ�죬��ӹ����ȱ�֤�ĺû�ֱ��Ӱ���乤�����Լ�������
�����������
����������ʹ��Ҫ�ṹ�ص㣬���Կ���������һ����״���ӡ��ṹϸ���������ա����Լ������Ҫ��ߵ��������������
Ϊ�˱�֤���������������������涨���ϸ�ļ���Ҫ������Ҫ����Ҫ�����£�
���ᾱ�������ᾱ�ijߴ羫��ͨ��ΪIT6~IT7��ͬ�������ƫ��0.015mm������ֲڶ� ֵΪ0.2~0.4um���ᾱ���ȹ���ȼ�IT9~IT10���ᾱ����״�����Բ�ȡ�Բ���ȿ����ڳߴ繫��֮�ڡ��������Բ���ȹ���Ϊ0.02��λ�þ��ȣ��������ᾱ�������ᾱ��ƽ�жȣ�һ��Ϊ100mm֮�ڲ�����0.02mm��

Ŀ ¼
ժ Ҫ I
Abstract II
1.�� �� 1
1.1��Ƶ������Ŀ�� 1
1.2�о�����չ��״ 1
1.3��Ƶ���Ҫ���� 1
2.������� 3
2.1 ����ṹ�����÷��� 3
2.2 ����������� 3
2.3 ȷ���������� 4
3.���������� 5
3.1 ȷ��ë���ߴ� 5
3.2 �ӹ������ѡ�� 5
3.4 �ƶ�����·�� 6
3.5 ������ѡ�� 8
3.6 ���������ļ��� 8
3.6.1 ��Ҫ������������ 8
3.6.2 ���������������� 11
4.���� 12
4.1 �о���Ƹ��� 12
4.2 ϳ�ۼо���� 12
4.2.1 �������� 12
4.2.2 �����ڼо��еĶ�λ 12
4.2.3 ���������ɶ� 13
4.2.4 ��λԪ����ѡ������� 13
4.2.5 �н�Ԫ����ѡ������� 15
4.2.6 �Ե�Ԫ����ѡ�� 16
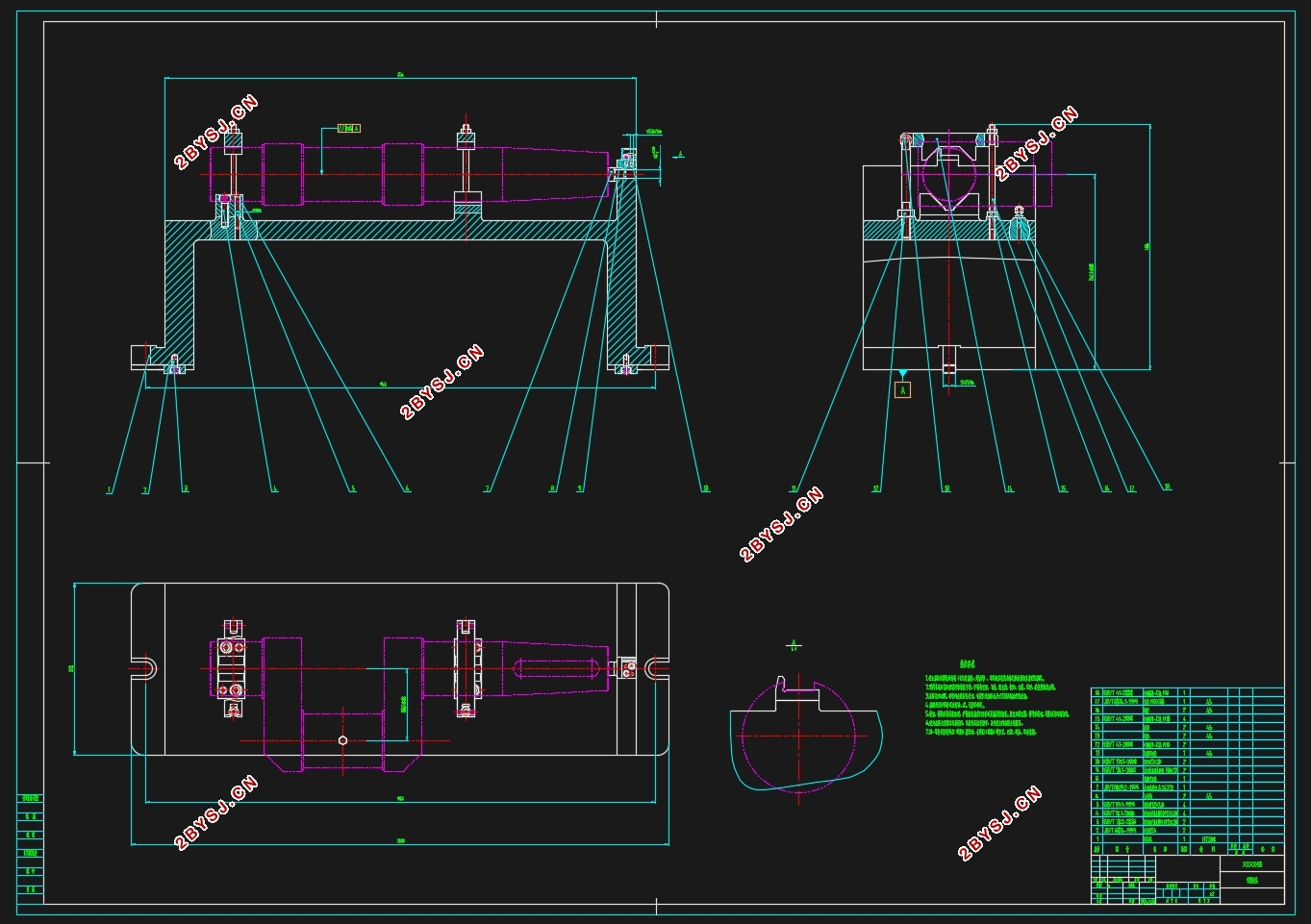
4.3 ������� 17
4.4 ������� 18
4.5 �н����ļ��� 19
4.6�о�ͼ�Ļ��� 20
���� 21
����� 22
�� л 23