
90����ͷ�¿ڶ������ϳ�����(ר�üо�)(��CAD���ͼ�о�װ��ͼ)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
90����ͷ�¿ڶ������ϳ�����(ר�üо�)(��CAD���ͼ�о�װ��ͼ)(����˵����18000��,���ķ���,CADͼ8��)
ժ Ҫ
���Ŀǰ�ӹ��ֹ��¿ڷ�����������ɱ��ߡ�Ч�ʵ͡��Ͷ�ǿ�ȴ��������Կ��Ƶ����⣬�����һ��90����ͷ�¿ڶ���ӹ���ϻ����Լ�ר�üоߡ����ø��豸��ʵ��90����ͷ�¿ڶ���Ŀɿ���λ���н������ѭ���ӹ����̡��ϴ�ؽ����Ͷ�ǿ�ȣ��������Ч�ʣ�Ϊ90����ͷ���¿ڼӹ��ṩ�˿ɿ��ļ�����֤���������õľ���Ч���Ӧ�ü�ֵ��
��е������̼���⣬�����У���Ҫʹ�ô����ļоߡ��о����ܹ�ʹ��Ʒ��һ���ļ���Ҫ��ȷ��λ���ι̼н��Ĺ���װ�ã�������Ҫ���ڱ�֤��Ʒ�ļӹ������������Ͷ�ǿ�ȡ�������Ʒ��⡢չʾ������ȡ���ˣ������ƺû����о�����˻�е�����һ����Ҫ����
����ר�������һ��ϳ���о�,ͨ���ԼоߵĶ�λ����,�н��������Ե�����,�о����붨λ������Ƽ��ӹ����ȵȷ���ķ�����ʵ��Ӧ��,֤�������㹤�պ�����Ҫ��
�ؼ���:90����ͷ�¿ڣ���ϻ�����ר�üо�……
Abstract
Aiming at the problems of poor quality, high cost, low efficiency, high labor intensity and difficult quality control of the current method for processing steel pipe groove, a 90 degree elbow groove end face processing combined machine tool and a special fixture are designed. The equipment can be used to realize reliable positioning and clamping of the bevel end face of a 90-degree elbow and complete the cyclic processing process. It greatly reduces labor intensity, improves production efficiency, provides reliable technical guarantee for bevel processing of 90-degree elbow, and has good economic benefits and application value.
A large number of jigs are used in the mechanical manufacturing process, testing and inspection. Fixture is a technological device that can accurately position and firmly clamp products according to certain technical requirements. It is mainly used to ensure the processing quality of products, reduce labor intensity, and assist product inspection, display, transportation, etc. Therefore, how to design the machine tool fixture has become an important task in mechanical manufacturing.
This paper specially designs a kind of milling machine fixture. Through the analysis and practical application of the fixture's positioning scheme, clamping scheme, tool setting scheme, fixture body and positioning key design and machining accuracy, it is proved that it can meet the technological and production requirements.
Key words:90 degree elbow groove; Modular machine tools; Special fixture……
��Ʒ����Ƚϣ�
����һ������ͨϳ�������ӹ��¿ںͶ��档���ô˷������÷�Χ�㣬�ӹ��豸�������Ա�֤��ӹ����ȣ��ӹ�ʱ�䳤�������ô������ӹ���
���������ó��������¿ںͶ��档���ô˷���ͨ���Ժã����÷�Χ�㣬���ӹ�װ�и��ӣ���Ҫ�Գ������и��죬�����ɱ��ߣ��Ҽӹ����ӡ�
�������������ϳ��ϳ��90����ͷ�¿ڶ�������ר�üон����������ô˷����ӹ����и߾��ȡ���Ч�ʡ������ԡ������Ͷ�ǿ�Ⱥ��ؿ����շ�Χ���ص㡣�ɽ������������ҷ��Ͼ���Ҫ��
���������������ַ���������������ӹ����ȵȻ���Ҫ���һ�����ʵ��������������ӹ�Ч�ʡ���������ѡȡ�����ַ�����
Ŀ¼
����һ�������� 1
1 ���� 1
1.1 ������Դ������ 1
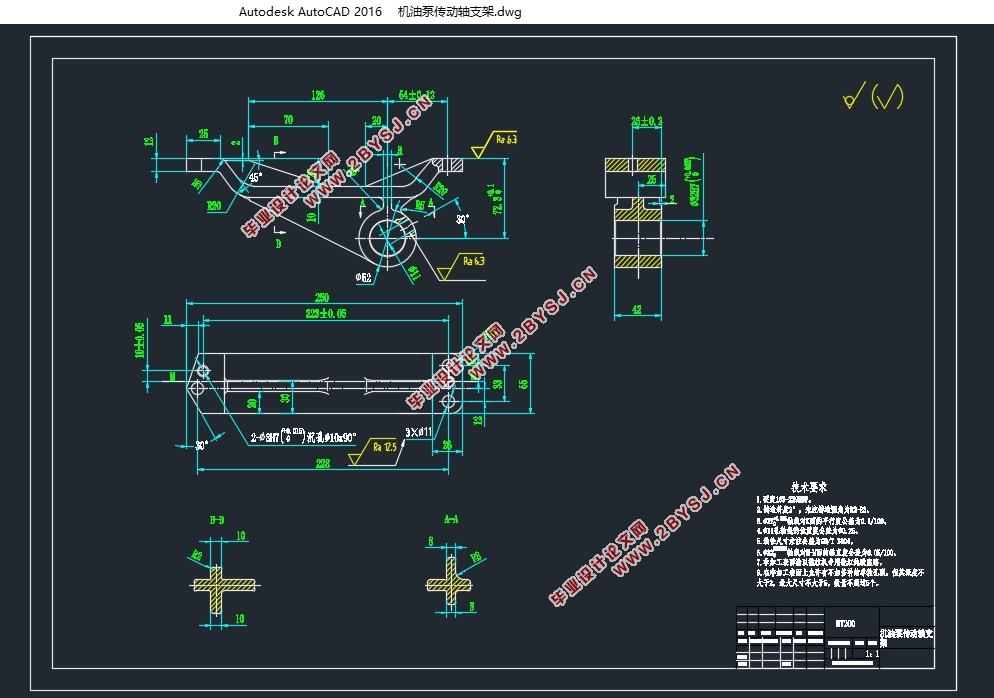
1.2 ��ϻ������ص� 2
1.3 ��ϻ����ķ���ѡ�� 3
1.3.1 �ƶ����շ��� 3
1.3.2 �����ṹ�����ķ�����ȷ�� 3
2 ��ϻ���������ȷ�� 1
2.1 ���ӹ�����ļӹ����Ⱥͼӹ�������� 1
2.2 ���ӹ���������ص���� 1
2.3 ����Ķ�λ��н����� 1
2.4 ����ļӹ����շ����ͱȽ� 3
3 ��ϻ����ķ����ȷ������������ʽ 4
4 2.6 ���÷��� 4
5 3 ȷ����������������ѡ�� 6
6 3.1 ȷ�������������� 6
7 3.1.1 ȷ���ӹ����� 6
8 3.1.2 ȷ���������� 6
9 3.2 ȷ������������������ 8
10 3.2.1 ���������������ʲ�����ʽ 8
11 3.2.2 �������������������� 9
12 3.3 ���߲���ѡ�� 9
13 3.4 Ӳ�ʺϽ��ϳ������� 10
14 3.4.1 ���� 10
18 3.4.2 Ӳ�ʺϽ��ϳ�����νǶȵĺ���ѡ�� 12
20 3.4.3 ����ĥ��ϳ����Ƭ�Ķ�λ��н��ṹ 15
21 3.4.4 ��ϳ����Ҫ�ṹ���� 16
22 3.4.5 ���۳ߴ缰���ݼ��νǶȼ��� 16
24 4 ���ϳ��������� 20
25 4.1 ���ӹ��������ͼ 20
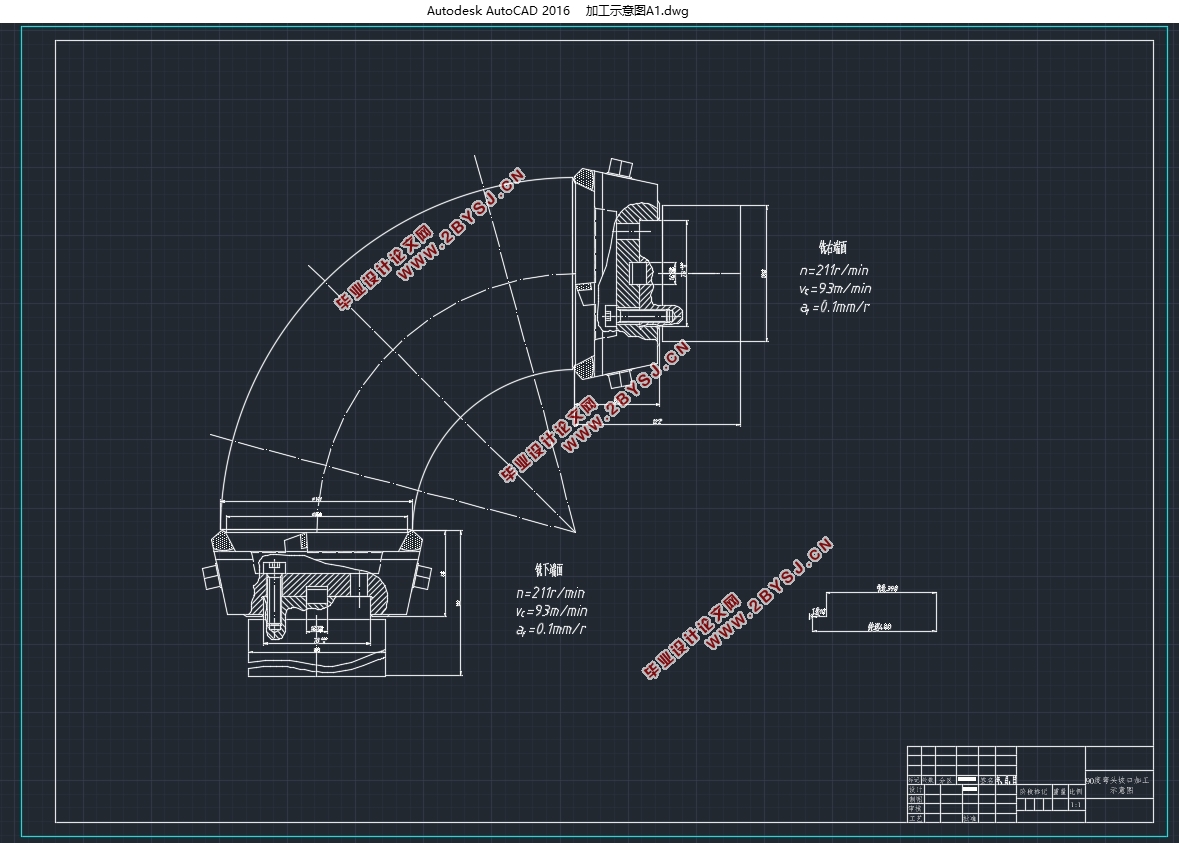
26 4.2 �ӹ�ʾ��ͼ 20
27 4.2.1 �ӹ�ʾ��ͼ�����ü����� 20
28 4.2.2 ���ߵ�ѡ�� 21
29 4.2.3 ȷ���������͡��ߴ缰���쳤�� 22
30 4.2.4 ȷ�����������Ĺ���ѭ�������г� 22
31 4.3 ���ϳ����ϵ�ߴ�ͼ 23
32 4.3.1 ������ϵ�ߴ�ͼ�����ú����� 23
33 4.3.2 ���ƻ����ߴ���ϵ��ͼ֮ǰӦȷ�������� 23
34 4.4 �����ʼ��㿨 25
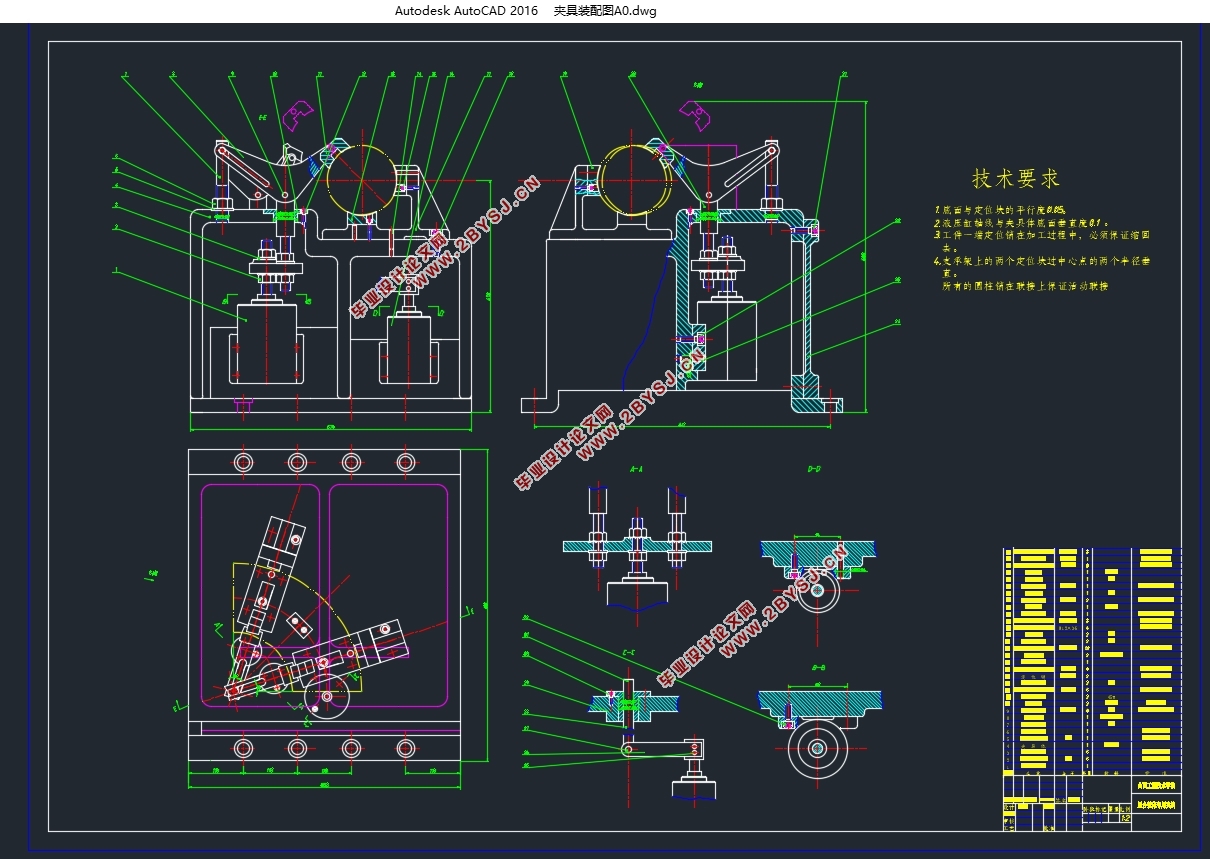
35 5 ר�üо���� 28
36 5.1 �о߸��� 28
37 5.1.1 �о߷��� 28
38 5.1.2 �����оߵ���״ 28
39 5.1.3�ִ������оߵķ�չ���� 29
40 5.2 �������� 29
41 5.3 �ⶨ�о߽ṹ���� 29
42 5.3.1 ȷ��������λ���������ѡ��λװ�� 29
43 5.3.2 ȷ�������н����������ѡ��н�װ�� 30
44 5.3.3 ������ 31
45 5.4�������� 31
46 5.5 �н����ķ������� 31
49 5.6 �о߲���˵�� 34
50 5.7 ����ϳ���о�װ��ͼ 35
51 �� �� 35
52 ����� 37
53 �������� 39
54 �������� 49
�� л 55