
90°弯头注塑成型工艺分析与设计(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
90°弯头注塑成型工艺分析与设计(含CAD零件图装配图)(任务书,开题报告,外文翻译,论文说明书20000字,CAD图21张)
摘要
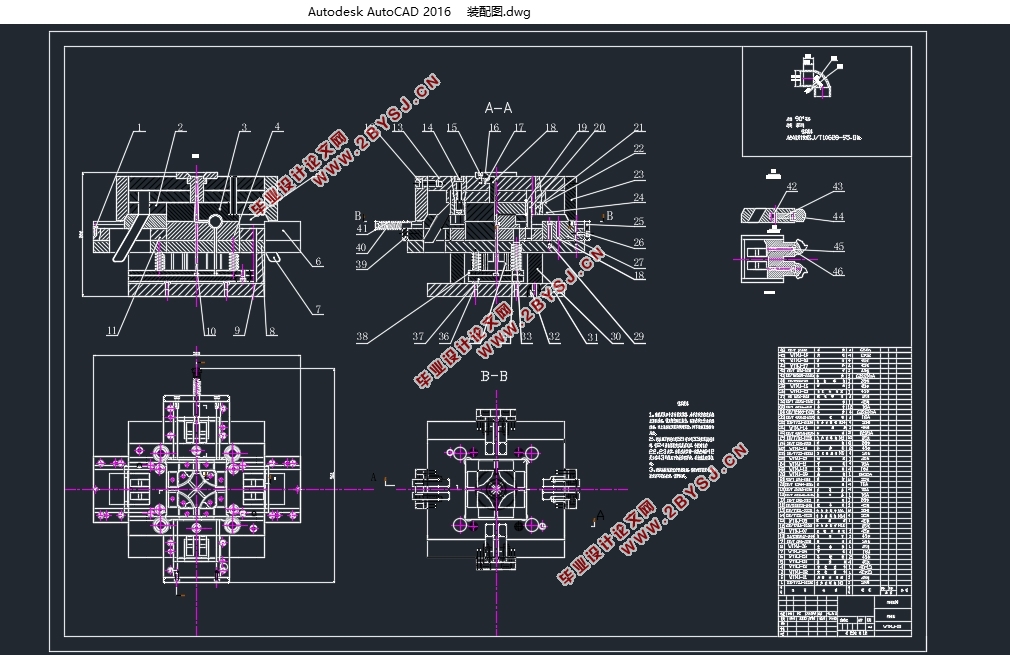
针对塑料90°弯头的结构和工艺特点,设计了生产该零件的注塑模具,设计过程中详细分析了制品的概况,包括简图、重量、壁厚、投影面积、外形尺寸、有无侧凹和嵌件等。根据实际情况确定了零件的材料,技术要求等基本要求,从而完整地设计出整套模具,包括采用了平衡式浇注系统;一模四腔的情况下,采用12根推杆推出制件;从四个方向上抽出侧向型芯,但是水平方向和竖直方向的抽芯距离不同,上方采用压簧的定位方式来定位滑块;通过设计计算,在散热量不大的情况下不采用冷却系统。同时也对模具与注射机的开模行程、闭合高度、锁模力及注射压力进行了校核,同时设计该模具有关的零件时严格按照零件工作时所需要的强度和刚度进行设计,绘制模具的装配图以及模具零件图,制定了模具主要零件的加工工艺及工艺卡。
关键词:90°弯头;注塑模模具设计;加工工艺
Abstract
Aiming at the structure and process characteristics of plastic 90 ° elbow, the injection mold of this part was designed. The design of the product was analyzed in detail, including the drawing, weight, wall thickness, projection area, external dimension, And inserts and so on. According to the actual situation to determine the parts of the material, technical requirements and other basic requirements, so as to complete the design of the entire mold, including the use of a balanced pouring system; a four-cavity case, the use of 12 push rods And the horizontal direction and the vertical direction of the core distance is different from the top of the use of compression spring positioning method to locate the slider; through the design calculation, in the case of small heat does not use the cooling system The But also on the mold and injection machine opening stroke, closing height, clamping force and injection pressure were checked, and the design of the mold-related parts in strict accordance with the parts required for the strength and stiffness of the design, drawing mold Of the assembly diagram and mold parts map, developed a mold of the main parts of the processing technology and process cards.
Keywords: 90 ° elbow; injection mold design; processing technology
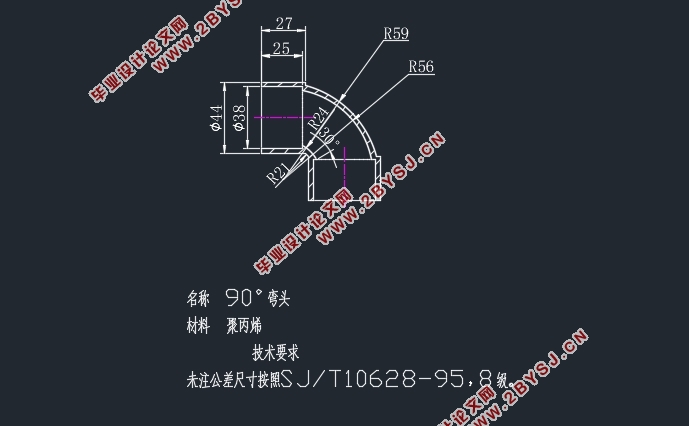
90°弯头是排水工程中常用的一种连接用管件,用于连接不同方向的水管,用来改变水流的方向,其用途较为广泛,需求量大[6]。该制品选用的材料为:聚丙烯
表2.1 聚丙烯的特性
代号 模塑材料 优点 缺点 应用
PP 聚丙烯 质轻,刚硬有韧性
抗弯强度高,抗疲劳,抗应力开裂
高温下仍保持其力学性能 耐候性差
低温脆性 管道、片材、叶轮、法兰、接头、绳索、打包带、纺织器材、电器零件、等
2.1工艺分析
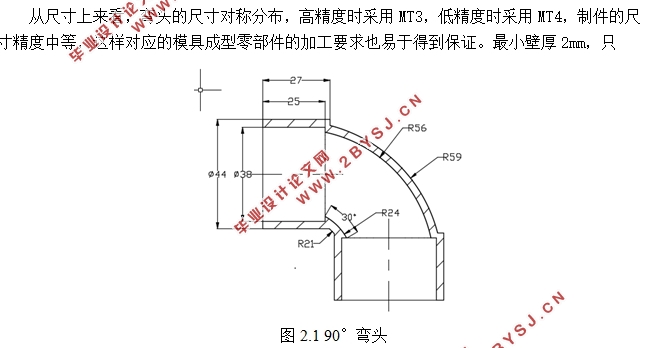
2.1.1尺寸和精度
90°弯头的尺寸精度一般不高,影响它的尺寸精度的因素主要有:模具成型零件的制造误差、模具工作时产生的磨损量、90°弯头成型时收缩率不确定产生上下偏差、模具安装配合的误差等。
表2.2聚丙烯的公差等级选用[7]
材料代号 模塑材料 公差等级
高精度 一般精度 其他
PP 聚丙烯 无填料填充 MT3 MT4 MT6
无机填料填充 MT2 MT3 MT5
确定90°弯头的尺寸精度时,应先按常用的塑件公差等级选用表和塑件使用要求决定塑件的公差等级(表2),再按公差数值表查公差值。对于表2中未列入的塑料,可根据其收缩特性值确定公差等级。
目录
第1章绪论 1
1.1注塑模发展现状 1
1.2研究目的及意义 2
第2章 90°弯头的工艺和结构分析 3
2.1工艺分析 3
2.1.1尺寸和精度 3
2.2.2 收缩率 3
2.2.3 表面质量、表面粗糙度 4
2.2结构分析 4
第3章注射机的选用和注射模的结构设计 6
3.1注射容量 6
3.2注射成型工艺参数 6
3.3分型面的选择 8
3.4型腔的排列方式 8
第4章总装配图 9
第5章浇注系统和排气系统的设计 12
5.1 主流道的设计特点 12
5.1.1主流道 12
5.1.2 浇口套与定位圈的设计 13
5.2 分流道的设计 13
5.3 浇口的设计 14
5.4 冷料杆和拉料杆的设计 14
5.5 排气系统设计 14
第6章成型零件的设计 15
6.1 凹模的结构形式 15
6.2 型芯的结构形式 15
6.3成型零件工作尺寸的计算 15
6.3.1 工作尺寸 15
6.3.2塑件的尺寸偏差的原因 15
6.3.3 平均法计算成型零件尺寸 16
6.3.4 型腔侧壁与底板厚度计算 17
6.3.5 型芯的设计 18
6.3.6 动模支承板厚度设计 18
第7章侧向抽芯机构与推出机构 20
7.1侧向抽芯机构的设计 20
7.1.1 抽芯力和抽芯距离的计算 20
7.1.2 弯销的设计 21
7.1.3 滑块的设计 23
7.1.4导滑槽的设计 23
7.1.5 楔紧块的设计 24
7.1.6 定位装置设计 25
7.2 推出机构设计 25
7.2.1 脱模力 25
7.2.2 推杆设计 26
7.2.3推板 27
7.2.4 推杆固定板 27
7.2.5 复位部件 28
第8章其他结构设计 30
8.1基本结构零件设计 30
8.1.1合模导向机构设计 30
8.1.2 支承固定零件设计 31
8.2冷却系统的计算 33
8.3注射机有关参数的校核 35
8.3.1注射机开模行程的校核 35
8.3.2 模具闭合高度校核 35
8.3.3 注射压力校核 35
8.3.4 锁模力的校核 36
结论 38
参考文献 40
附录A 定模加工工艺卡片 41
附录B 模具零件的材料及热处理 43
附录C 吊环螺钉的选用 44
致谢 45