
补强板落料模具三维结构设计(含CAD图,UG三维图)
无需注册登录,支付后按照提示操作即可获取该资料.
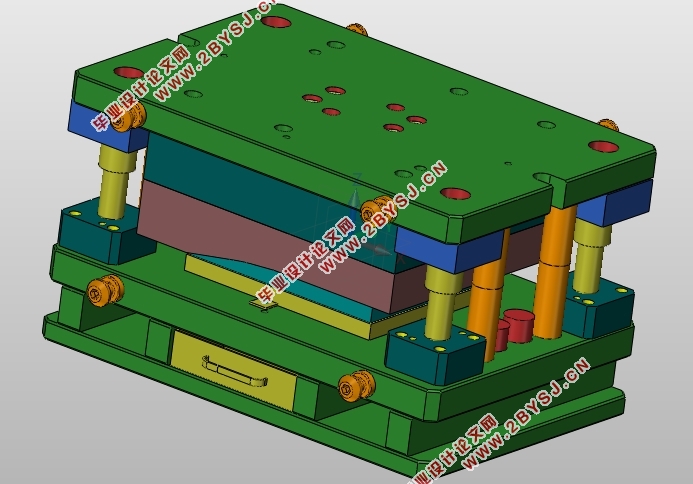
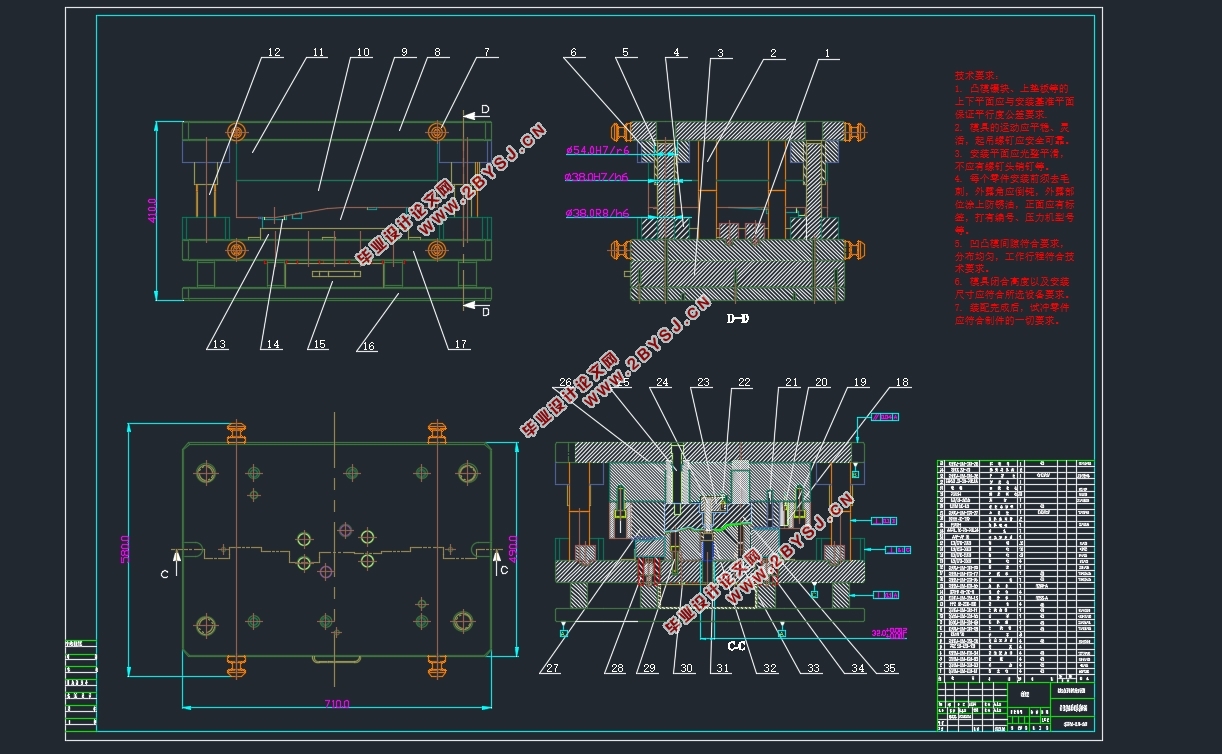
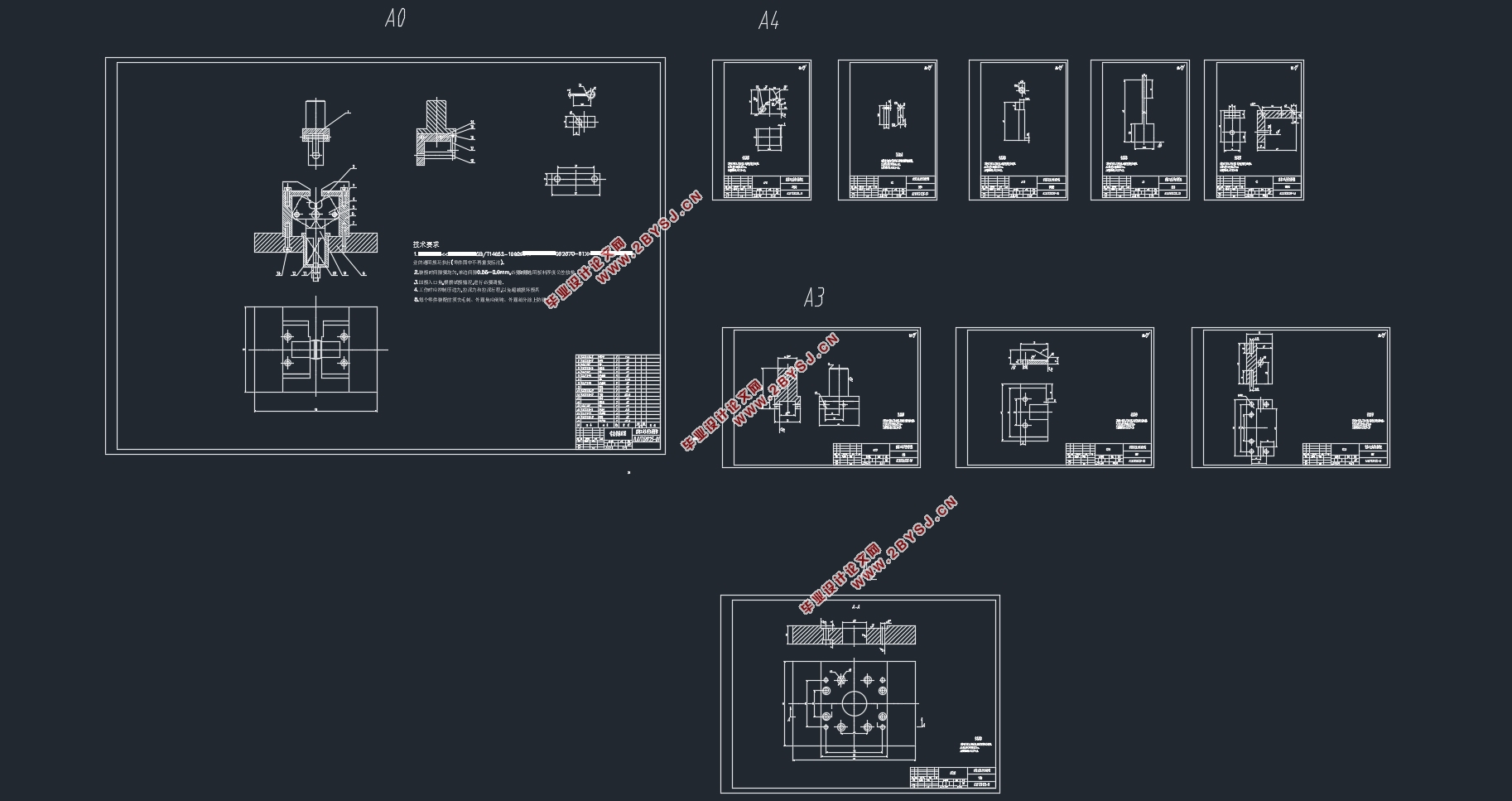
补强板落料模具三维结构设计(含CAD图,UG三维图)(任务书,外文翻译,论文说明书12000字,CAD图23张,UG三维图)
摘 要
本文首先对汽车冲压模具的定义,该行业的发展进行介绍,然后阐述模具设计常用的三维软件,如UG,CATIA,AutoForm;设计一套落料模,无论简单复杂,步骤基本一致,首先了解冲压工艺性,确定工艺方案、确定冲压力和工作零件刃口尺寸,其次是模具的总体设计和主要零件设计;压力机的选定是根据模具总体设计尺寸来选取,最后根据三维图绘制装配图和各个非标准件的零件图。
关键词:汽车冲压模具 三维软件 工艺工序 压力机
Reinforcing plate blanking die design based on Three-dimensional software
Abstract
Firstly, the definition of automotive stamping dies, development of the industry are introduced, and then the article describes the commonly used three-dimensional mold design software, such as UG, CATIA, AutoForm;
No matter how simple or complex the design of the blanking die is ,the steps are basically the same.first we should understand the process of stamping, and determine the process program and the press force ,at last determining working part cutting edge dimension, which is followed by the overall design of the mold design and the main parts.
The selection of the press is based on mold overall design size.
According to three-dimensional map, various non-standard parts and assembly map are finally drew.
Key words: automotive stamping dies;three-dimensional mold design software;process analysis and process arrangements;presses
零件生产工序设计
该零件为汽车补强板,是某汽车公司产品中的一个主要零件,主要用于增加汽车的稳定性,材料为DC04(详细介绍见2.2),料厚为2.5mm。该零件需要大批量生产,形状复杂,不能在一道工序中直接获得,需要四道工序。根据制件的结构,利于成形且保证制件质量,该制件的工艺方案为:拉延—落料—拉延—修边。
工序间的定位,为保证加工精度和操作的安全及方便,在设计模具时应把每一序中制件的位置确定,拉延件在修边工序的定位一般采用形状定位、压料面形状定位、工艺孔定位等,其他工序的定位基本都采用工序件外形或其本身的孔来定位。此设计为第二道工序,即落料工序所需模具设计。
目 录
摘 要 I
Abstract II
第一章 绪论 1
1.1 汽车冲压模具定义 1
1.2 冲压模具的分类 1
1.3 冲压模具的发展趋势 2
1.3.1 模具三维设计地位得以巩固 2
1.3.2冲压成形过程的模拟(CAE)作用更加凸显 2
1.4 国内模具业的概况和发展 3
1.5 课题的主要特点及意义 3
第二章 冲压工艺方案制定及结构设计 5
2.1 零件生产工序设计 5
2.2 零件材质 7
2.3 工艺分析 8
2.5 模具总体结构设计 11
第三章 模具零件计算及设计 13
3.1冲裁力计算 13
3.2推件力Ps 14
3.3卸料力 14
3.4常用冲压材料的抗拉强度 15
3.5 冲裁间隙 15
3.6 钝角修边 17
3.7 凸模 17
3.7.1 凸模材料 17
3.7.2 凸模三维结构设计 18
3.8 凹模 19
3.8.1凹模材料 19
3.8.2刃口部分厚度见表: 19
3.8.3 凹模设计 19
3.9 凸凹模刃口尺寸 21
3.9.1 刃口尺寸确定的原则 21
3.9.2 刃口尺寸确定方法 22
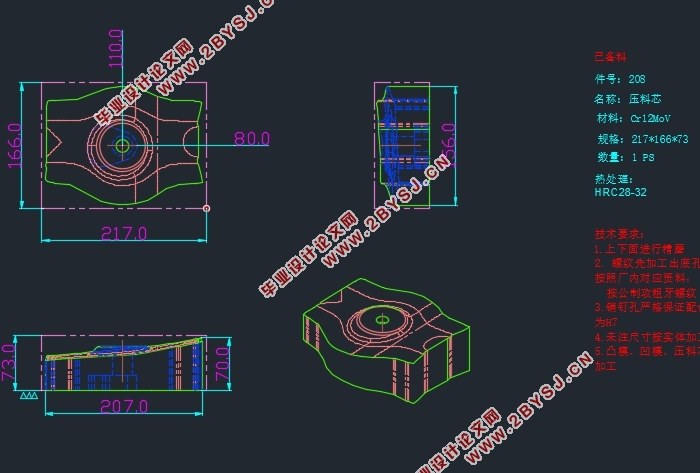
3.10 托料芯和压料芯的设计 23
3.10.1 托料芯设计 23
3.10.2 压料芯设计 24
3.11 倾斜面冲孔 24
3.11.1 冲孔孔径与最大倾角 24
3.11.2 冲孔凸模形状 25
3.12 模架结构设计 26
3.12.1 模具材质、闭合高度和导向结构 26
3.12.2 模具防护装置、钢板厚度、以及起吊 26
第四章 冲压设备选用 28
4.1冲压设备类型的选择 28
4.2 压力机设备规格的选择 29
4.3 模具压力中心的计算 30
第五章 标准件选择 32
5.1冲头 32
5.2冲头座 33
5.3 凹模套 34
5.4 吊耳 35
5.5螺钉选用 35
5.6托料芯弹簧 37
5.7压料芯弹簧1和2 38
5.8 导柱组件 38
第六章 设计小结 40
参考文献 41
致谢 43