
��������dz�ѹ����ģ�����(��CAD���ͼװ��ͼ,UG��άͼ)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
��������dz�ѹ����ģ�����(��CAD���ͼװ��ͼ,UG��άͼ)(����˵����11000��,CADͼ5��,UG��άͼ)
2 �������dz�ѹ���ι��շ���
2.1 �����������ǵij�ѹ���ι�����
2.1.1 ����
08�� ���Ϻ�� 5mm
�ɡ���ѹ����ģ����������켼����P19����1-8��
������b 335—450��N/�L²��
����τ 260—360��N/mm²��
����ģ�� E 190000 (N/mm²)
�������s 200 ��N/mm²��
�%�� 32%
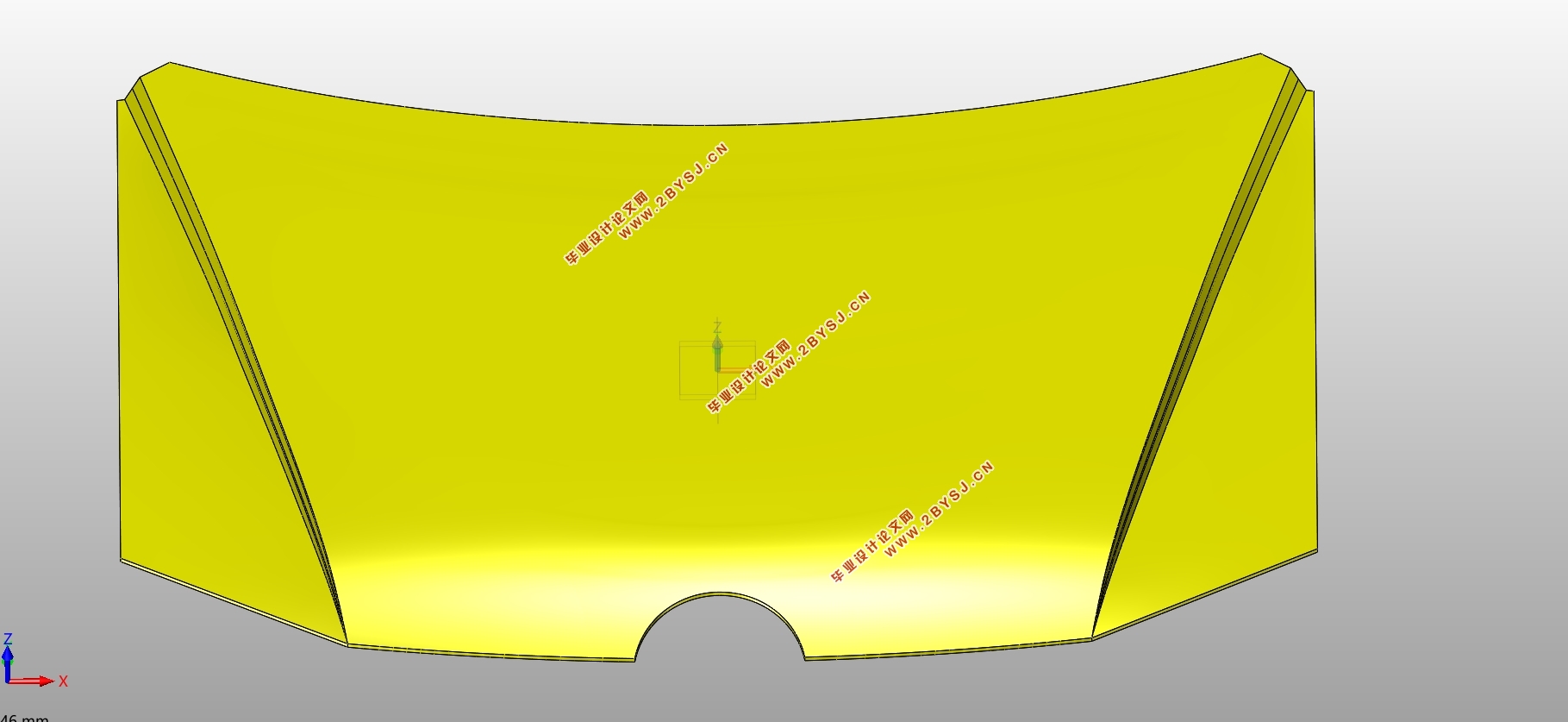
2.1.2 �ṹ����
��������������ǣ���״�������������棬�����棬���رߵȣ������ǷǶԳƽṹ����Ϊ���ӡ���Ʒ�����Ҫ����������������ɣ���������Ӧ�������졢���Ρ����졢���Ρ�����ȡ�����������ˮƽ�����в�ͬ��ε�ˮƽ�棬����ͨ�����졢���졢���ι����Ƴɣ�������ѹ���ι����Ϊ���ӡ�����ײ����һ��ף��ߴ羫����ԱȽϸߡ���������Ӧע��ߴ�֮���Ӱ�죬�Լ�����֮�����Ӱ�졣
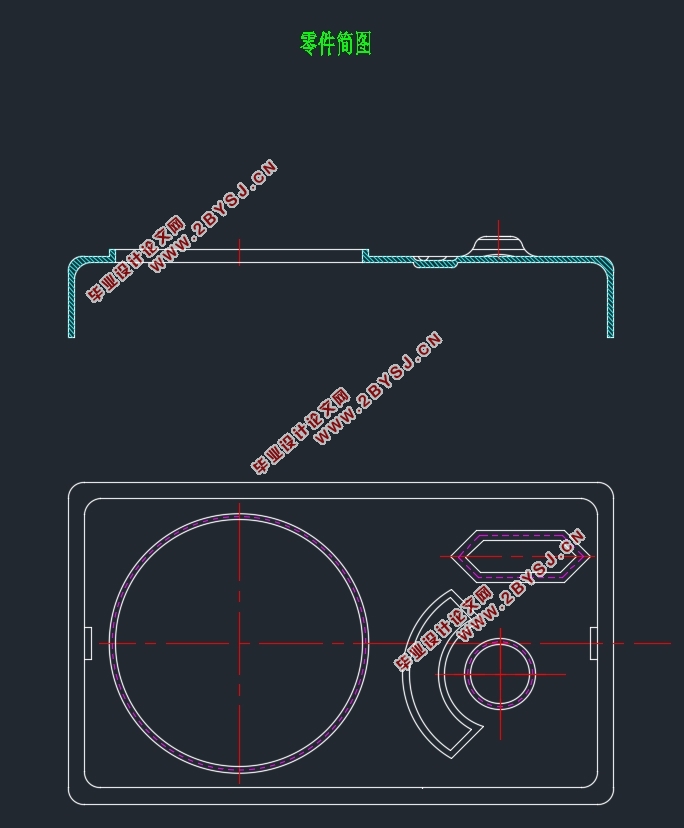
2.1.3 �ߴ羫�������ֲڶ�
�ߴ羫�Ȱ�IT12�����ȣ�
����ֲڶ�Rn=12.5
2.2 ȷ����ѹ���ι��շ���
�����������״�ͳߴ羫�ȵ�Ҫ��һ����ȷ��û��Ʒλ��ģ�ߣ������ģ������������������������ģ���ṹ���൱���ӵģ���û�б�֤����ijߴ��λ�þ��ȡ�Ȼ��ѹ���̷�Ϊһ����һ�Ĺ�������ɡ�ÿһ�����̿������Ϊһ������ģ��һ����һ�Ĺ���������ȷ�������ϸ�IJ�Ʒ�����
�������̰����ܼ��ij�ѹ���ϡ�������Ρ����Ρ����졢���졢�бߡ��Ƚ�������������
���������ϡ��������
����������һ���������ϡ�������Ρ����졢�������
�������������ϡ�����ٳ�ѹ���͡�
��������Σ�һ����Ӱ������֮��ĿͶ�λ�Ĵ�С������Ӱ�쵽�����ij�ѹ���գ���߾��óɱ�����˶�����һ��Ŀ�Ӧ���Ƿֿ��ģ���ף�����ײ��Ĵ�Ϊ�˱�֤������������Գ�ѹ���ι��շ������о���������
�������2����ģ���ṹ���ڼ��м��������һ���ĵ�����ģʽ�����ҳ���Ҳ�����ƣ��ӽṹ��һ���֣����ϼ�������һ����������ɡ��ֱ���Ҫ��2������֤���������
���������Ҫ����IJ���֮������2�����������������������ߴ羫�Ȳ��ߡ�
�ܽ��������ַ������ó������ģ�
���ϡ����Ρ����Ρ����졢���Ρ�


Ŀ¼
ǰ �� 4
1 ���� 5
1.1 �ҹ���ѹ����ģ��ҵ��չ��״ 5
1.2 �ҹ���ѹ����ģ�����켼����չ���� 6
2 �������dz�ѹ���ι��շ��� 7
2.1 �����������ǵij�ѹ���ι����� 7
2.1.1 ���� 7
2.1.2 �ṹ���� 7
2.1.3 �ߴ羫�������ֲڶ� 8
2.2 ȷ����ѹ���ι��շ��� 8
2.3 ģ����ʽ 8
2.4 ë��չ������ 9
2.4.1 ���첿�� 9
2.4.2 ���첿�� 9
2.4.3 �������� ��ֱ����CAD�ó��� 9
3 ��ѹ����ģ��� 10
3.1���ͼ: 10
3.2 ȷ����ѹ���η���ͳ�ѹ�������� 10
3.2.1 ȷ����ѹ���η��� 10
3.2.2 ȷ��ѹ������ 11
3.3 ȷ��������� 12
3.4 ȷ���������������� 13
3.4.1 ������ 13
3.4.2 ѹ���� 13
3.4.3 �������ļ��� 14
3.5 ѡ��ѹ���� 14
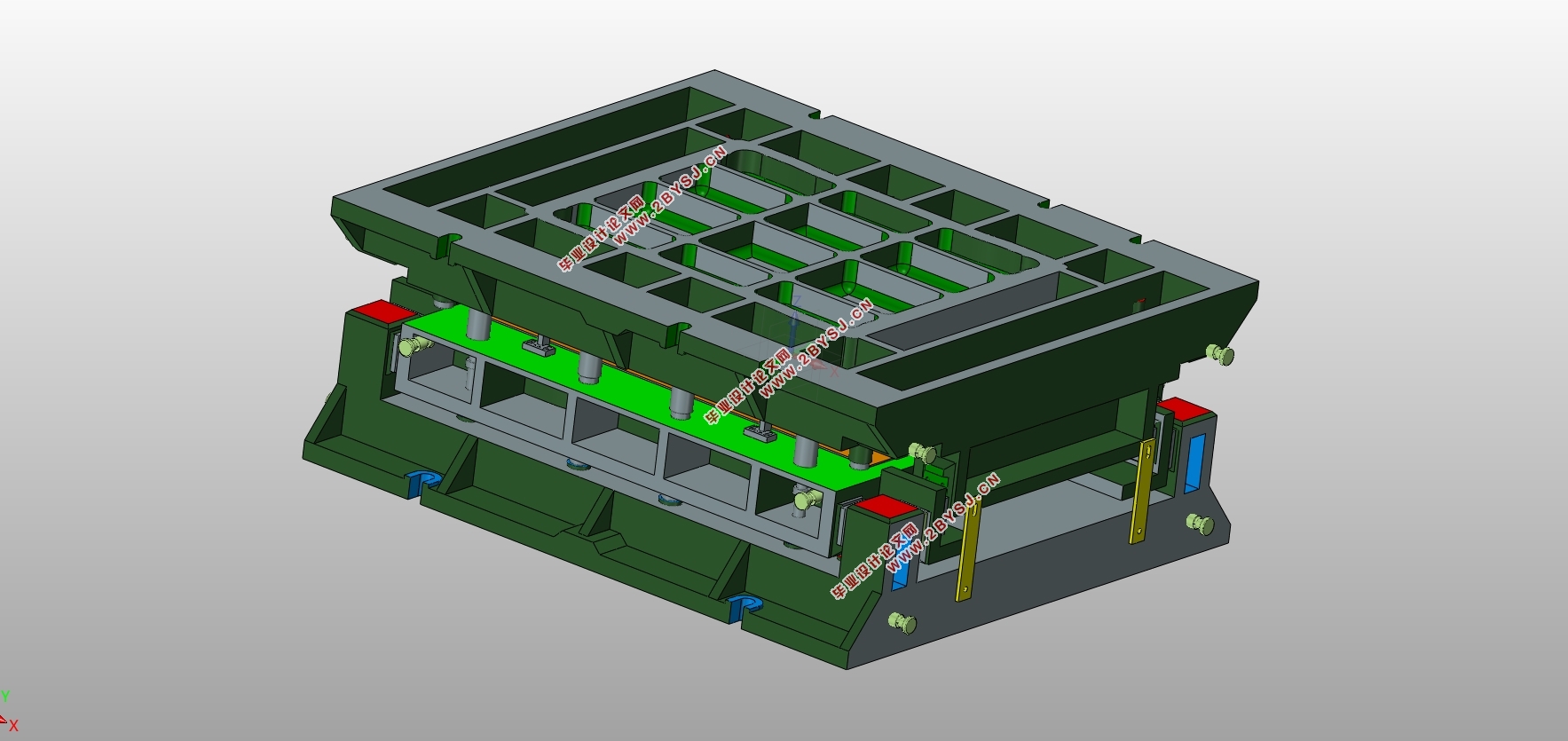
3.6 ����ģ��װ��ͼ 15
3.7 �������ֳߴ���� 15
3.7.1 ���칤�����ֳߴ� 15
3.7.2 ���Ϲ����пڲ��ֳߴ���� 16
3.8 ģ��������� 19
3.8.1 ������� 19
4 ������������ģ��� 21
4.1 ��ѹ���β��� 21
4.2 ���������������ļ��� 22
4.2.1 ������� 22
4.2.2 ������ 23
4.3 ȷ��ѹ������ 23
4.4 ѡ��ѹ���� 24
4.5 ���������� 24
������ ģ����װ�� 26
5.1���ģװ��ļ���Ҫ�� 26
5.2 ��ģװ��Ĺ���Ҫ�� 27
5.3 ��ģװ��˳���ȷ�� 28
5.4 ��ģ�ĵ��� 29
�� �� 30
����� 31
��л 32