
挡片冲压成形工艺及模具设计(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
挡片冲压成形工艺及模具设计(含CAD零件图装配图)(论文说明书11000字,CAD图11张)
摘要
工业的迅速发展也给冲压模具带来了新的契机与发展,冲压产品在我们的日常生活中应用较广泛,特别是机械制品,有很多机械零件都是通过冲压模具生产出来的,通过冲压模可以提高产品的质量与性能,本设计主要对冷冲压模来进行设计,主要对一种五金件的冲压模来进行设计。
本次主要是对挡片五金件制品件开展他的冲压模具设计,并按照合理可靠的设计原则与计算完成挡片五金件制品工艺过程。本次零件比较典型工序完成,工序上主要为冲孔,落料两大工序。可以各自单个工序设计复合模、与两道工序合并在一套模里面进行复合式模具设计,一番比较后,本设计采用的是复合模具的方案对五金制品件进行设计,设计中使用了CAD计算机软件与模具的设计相结合,使模具上的错误修改可以更加的便捷,同时也可以通过CAD软件对所设计的模具进行较为细节部位检验。在计算辅助软件的结合设计所得图纸,更是可以在模具的加工前大大的避免模具设计的错误和不良弊端的设计影响模具质量。最终还能有效的减去思虑不周和粗心等引起的错误,从而得到更好的改善。提高模具总体质量,增长模具寿命与动作可靠性。
关键词:复合模;冲孔;落料;模具设计;
ABSTRACT
The design adopts square cushion block stamping die design, through the analysis of workpiece material, structure and dimensional accuracy. The material used in this design is 1Cr18Ni9Ti不锈钢. Square cushion is symmetrical in shape and 1 mm in thickness. Square cushion is a punching blanking part. There are four round holes in the sanction piece. Therefore, the square cushion block can be a common combined blanking die.
Before the design, it is necessary to analyze the square cushion, which can be known as a regular blanking punch. The material is also analyzed to determine whether the accuracy of the material can be produced using the production process. Then the structure of the die is analyzed. Because the workpiece only has punching, blanking and other processes, we can use single process die and compound die or progressive die to complete the production. Because the workpiece is produced in large quantities, only the compound die or progressive die can improve the production efficiency.
Through the design of compound die for square cushion block, the ability of learning and utilizing various resources is improved, and the knowledge of die design and manufacturing is mastered. The design process and feasibility of square cushion block in practical design and manufacture are expounded.
Keywords: square gasket; compound die; punching; blanking.
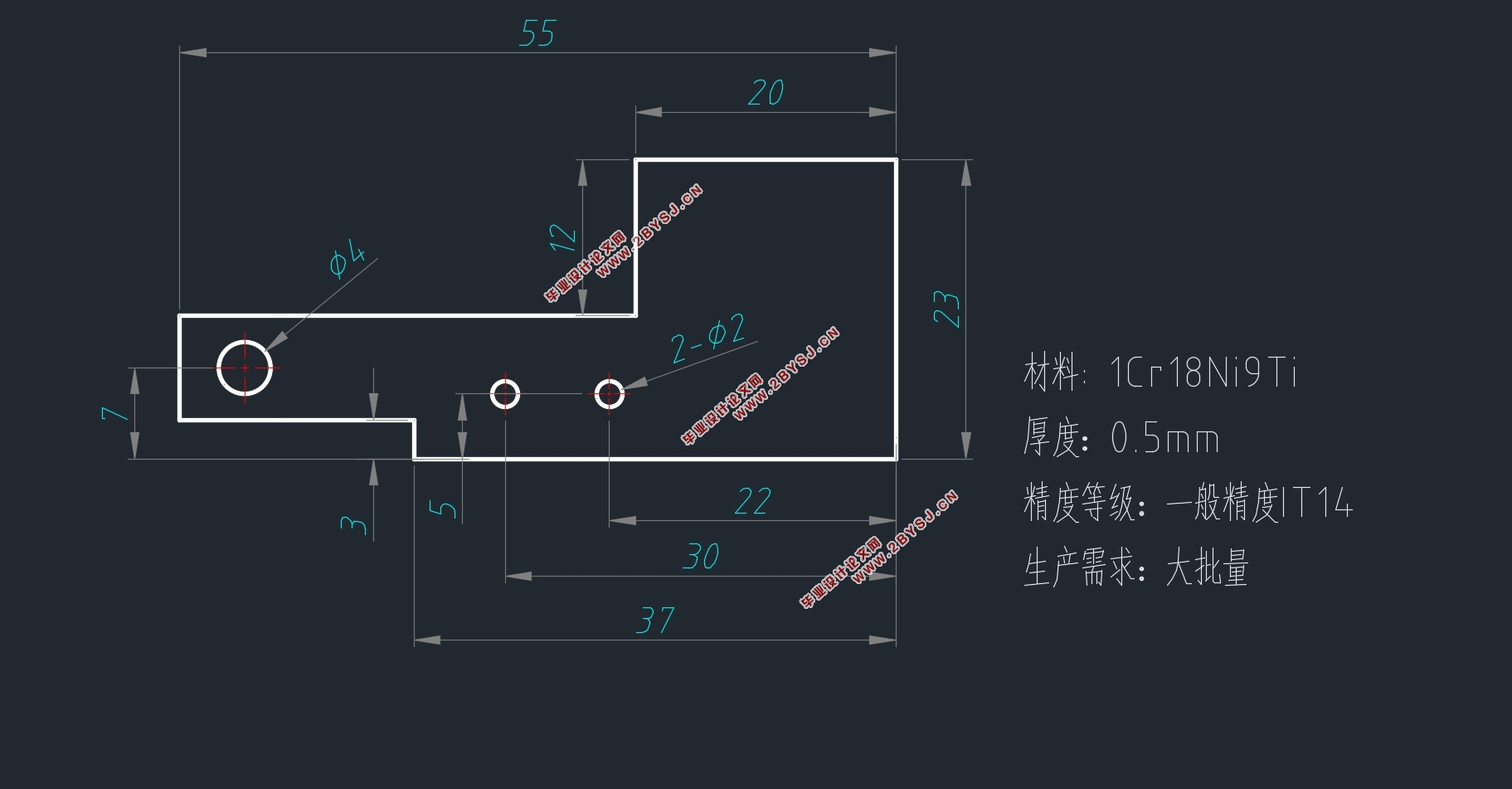
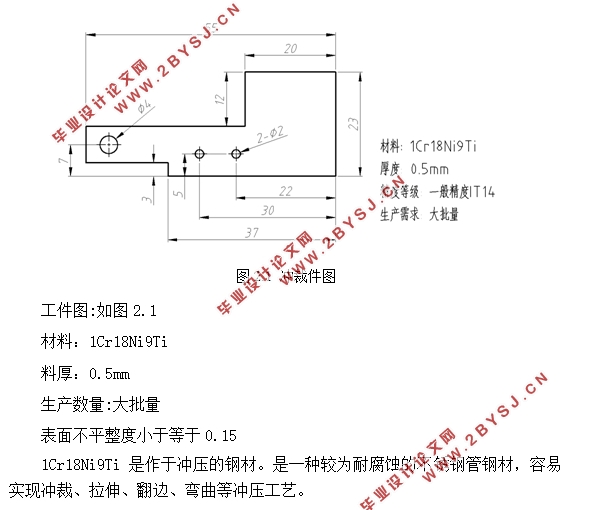
材料:1Cr18Ni9Ti
料厚:0.5mm
生产数量:大批量
表面不平整度小于等于0.15
1Cr18Ni9Ti是作于冲压的钢材。是一种较为耐腐蚀的不锈钢管钢材,容易实现冲裁、拉伸、翻边、弯曲等冲压工艺。
2.2 制件工艺的分析
本课题挡片五金零件外形与标注管控尺寸进行初步分析,见零件图2.1上面所标注的尺寸,零件较为典型,尺寸并没固定的检测公差管控,对于没有标注精度的尺寸可以选择零件尺寸的加工精度为IT14级,另外由零件图可以知道本次设计的挡片五金零件的尺寸不是很大可以通过冲压模具对零件进行批量加工制造。
再而对挡片五金零件制件在结构方面的工艺比较。在可见通轮廓形状得到模型,可对零件的各个部位,进行模具工艺的设分。如中间直径4mm圆孔与两直径2mm选定为冲孔工艺、带多边矩形整周属为最大轮廓,在前者没有工艺性冲突,这里选定为落料工序。至于其他的弯曲和折弯工序翻边等工艺本零件用不上,因此也可见本此设计的零件比较典型。本零件存在两道重大冲孔与落料工序,不能实现一次的单工序冲裁完成,需要分开实现多工序冲裁或两道独立工序冲裁。
目录
摘要 II
ABSTRACT III
第一章 绪论 6
1.1 题目背景 6
1.2 研究意义 7
1.3国内外研究现状 7
1.3.1国内研究现状 7
1.3.2国外研究情况 9
第二章、分析零件的工艺性 10
2.1 冲裁件造型 10
2.2 制件工艺的分析 10
2.3冲压件材料特性 11
2.4材料成型性能 11
2.5确定冲裁工艺方案 11
第三章 排样部分的计算 13
3.1 排样方式的对比 13
3.2 排样方式的确定 13
第四章 冲裁力的计算 15
4.1 计算冲裁件的冲压力 15
4.2 计算冲裁件的其他冲压力 15
第五章 选择压力设备 17
5.1 冲压设备的选择 17
第六章 模具总体结构设计 18
6.1 送料的方式 18
6.2 卸料和出件方式 18
6.3 凹模板外形尺寸 18
6.4 其他板尺寸的确定 20
6.4.1 卸料板设计 20
6.4.2 凸模固定板设计 20
6.4.3 凸凹模固定板设计 22
6.4.4 垫板设计 22
6.5 模架的选择 24
第七章 模具零件设计 26
7.1凸、凹模零件的设计 26
7.1.1 刃口尺寸计算 26
7.1.2 冲孔凸模的设计 26
7.1.3凸凹模的设计 27
7.2 卸料螺钉的选用 28
7.3 模柄的设计 28
7.4 圆柱销和螺钉的设计 28
第八章 校核模具高度和压力机 28
8.1 冲压设备的校核 29
8.2 冲压设备的选用 29
总 结 30
设计总结 31
参考文献 32
致谢 33