
XK5032A螺母座加工工艺及其4-M8深20钻孔夹具设计(含CAD图,工艺工序卡)
无需注册登录,支付后按照提示操作即可获取该资料.
XK5032A螺母座加工工艺及其4-M8深20钻孔夹具设计(含CAD图,工艺工序卡)(任务书,开题报告,论文说明书12000字,CAD图纸5张)
摘要
毕业设计是本专业集中实践环节的主要内容之一,是学习专业技术课所需的必要教学环节。此次设计的的题目是XK5032A螺母座加工工艺及其4-M8深20钻孔夹具设计。首先是对螺母座进行零件分析;然后确定其毛坯尺寸,根据尺寸画出毛坯图;再后进行加工工艺的设计以及确定切削用量和加工工时;最后进行指定工序的夹具设计。
关键词:螺母座,工艺设计,夹具设计.
ABSTRACT
Graduation is the focus of professional practice session one of the main elements is studying professional and technical courses teaching the necessary links. This design is entitled XK5032A Wing Nut Processing and 4-M8 20 deep drilling fixture design. First of parts of Block Nut analysis; Blank will then determine its size, according to the size painted rough map; After further processing for the design and determine the amount of cutting and processing time; Finally specified processes for the fixture design.
Keywords : Wing Nut, process design, fixture design.
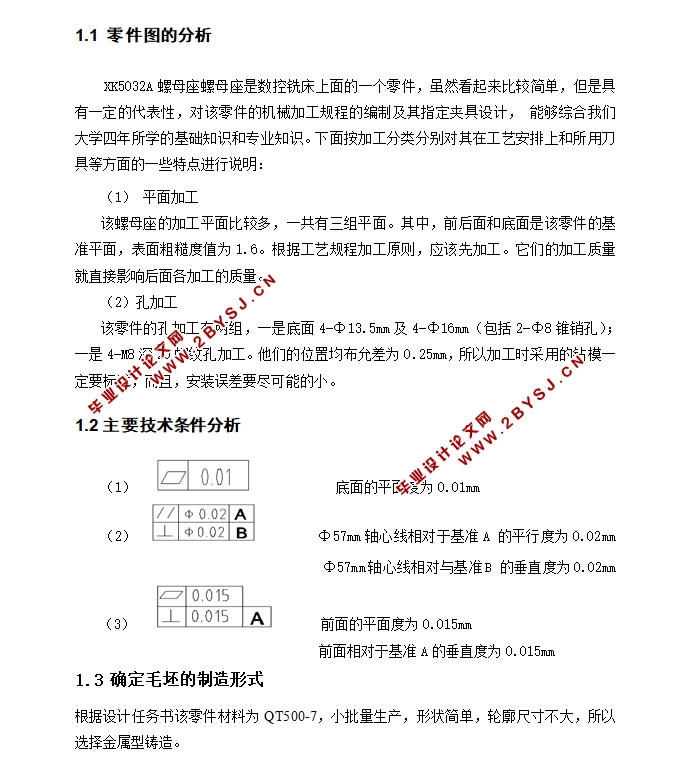
XK5032A螺母座螺母座是数控铣床上面的一个零件,虽然看起来比较简单,但是具有一定的代表性,对该零件的机械加工规程的编制及其指定夹具设计, 下面按加工分类分别对其在工艺安排上和所用刀具等方面的一些特点进行说明:
(1) 平面加工
该螺母座的加工平面比较多,一共有三组平面。其中,前后面和底面是该零件的基准平面,表面粗糙度值为1.6。根据工艺规程加工原则,应该先加工。它们的加工质量就直接影响后面各加工的质量。
(2)孔加工
该零件的孔加工有两组,一是底面4-Φ13.5mm及4-Φ16mm(包括2-Φ8锥销孔);一是4-M8深20螺纹孔加工。他们的位置均布允差为0.25mm,所以加工时采用的钻模一定要标准,而且,安装误差要尽可能的小。
一个好的结构不但应该达到设计要求,而且要有好的机械加工工艺性,也就是要有加工的可能性,要便于加工,要能保证加工的质量,同时是加工的劳动量最小。设计和工艺是密切相关的,又是相辅相成的。对于我们设计XK5032A螺母座的加工工艺来说,应选择能够平面和内圆弧面以及内孔加工方法及设备。除了从加工精度和加工效率两方面考虑以外,也要适当考虑经济因素。在满足精度要求及生产率的条件下,应选择价格较底的机床。
工艺过程如下:
工序Ⅰ:退火
工序Ⅰ:粗铣螺母座顶面
工序Ⅱ:粗铣螺母座底面
工序Ⅲ:精铣螺母座底面
工序Ⅳ:粗铣螺母座底面的槽
工序Ⅴ:粗铣螺母座前后两面
工序Ⅵ:精铣螺母座前后两面
工序Ⅶ:粗铣螺母座的中间槽平面
工序Ⅷ:粗镗中间 57mm圆弧面
工序Ⅸ:半精镗中间 57mm圆弧面
工序Ⅹ:倒角
工序Ⅺ:钻孔4- 13.5mm,锥销孔2- 8,扩孔4- 16mm
工序Ⅻ:钻孔4-M8深20
工序ⅩⅢ:攻螺纹4-M8深20
工序ⅩⅣ:检验
工序ⅩⅤ:涂漆

目录
第一章 零件的分析 1
1.1 零件图的分析 1
1.2主要技术条件分析 1
1.3 确定毛坯的制造形式 1
第二章 工艺规程设计 2
2.1 定位基准的选择 2
2.1.1 粗基准的选择 2
2.1.2 精基准的选择 2
2.2 确定个加工表面加工方案 3
2.2.1 在选择各表面及孔的加工方法时要综合的因素 3
2.2.2 零件表面加工方法的选择 4
2.3工艺路线的制定 4
2.3.1工序的合理组合 4
2.3.2 工序的集中与分散 5
2.3.3 加工阶段的划分 5
2.4制定工艺路线 6
2.5确定切削余量 8
2.5.1粗铣底面 8
2.5.2 粗铣螺母座的前面 9
2.5.3粗铣中间槽 9
2.5.4粗镗半精镗 圆弧面 9
2.5.5三组孔加工 10
2.6确定切削用量及工时 10
2.6.1粗铣螺母座顶面 10
2.6.2粗精铣螺母座底面 12
2.6.3 粗精铣前后端面。 15
2.6.4粗镗半精镗 57圆弧面 18
2.6.5钻底面孔 ,扩4- 20
2.6.6钻孔 深20孔 21
2.6.7攻螺纹孔 深20孔 22
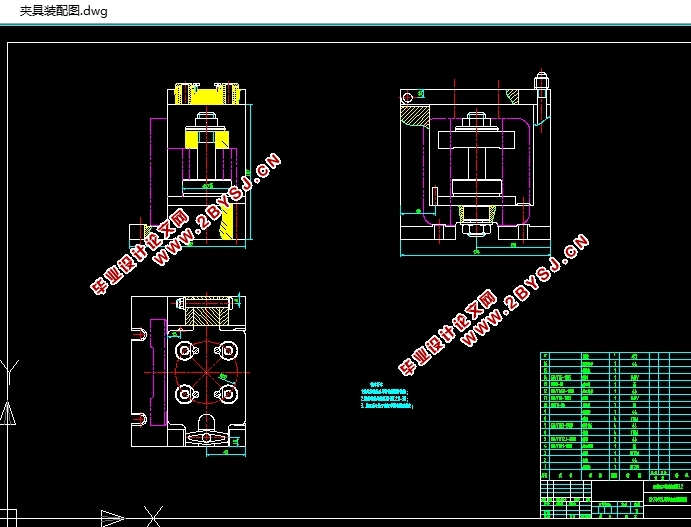
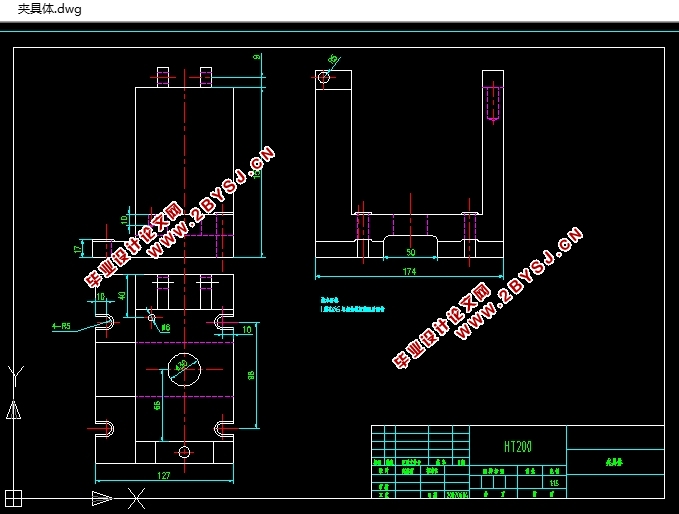
第三章 夹具的设计 23
3.1机床夹具的作用 23
3.2夹具的组成 24
3.3钻床夹具的主要类型 24
3.4.钻模的设计要点 25
3.4.1.钻套 25
3.4.2.钻模板 25
3.5常用定位元件及选用 25
3.6定位的选择 26
3.7定位误差分析 27
3.7.1定位误差产生的原因 27
3.7.2定位误差的计算 28
3.7.3夹紧力的计算 29
3.7.4夹具设计及操作的简要说明 29
参 考 文 献 30