
������Ļ�е�ӹ����չ�̵ı���(��CAD���ͼװ��ͼ,���տ�)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
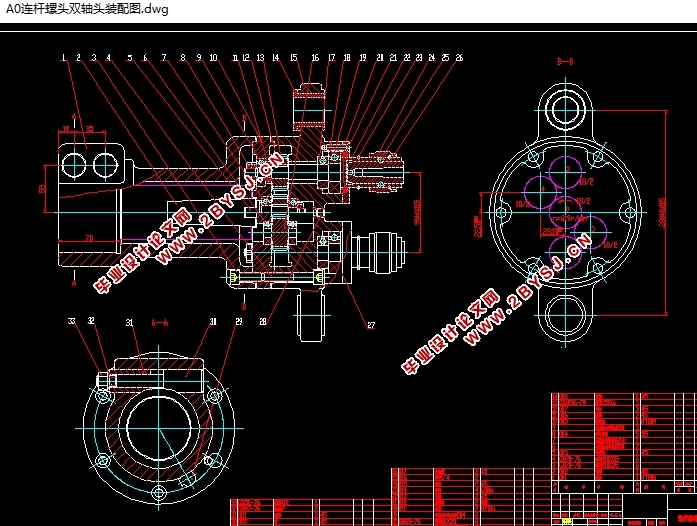
������Ļ�е�ӹ����չ�̵ı���(��CAD���ͼװ��ͼ,���տ�)(���ⱨ��,����˵����6500��,CADͼֽ6��,��е�ӹ����տ�)
2.1.1���������
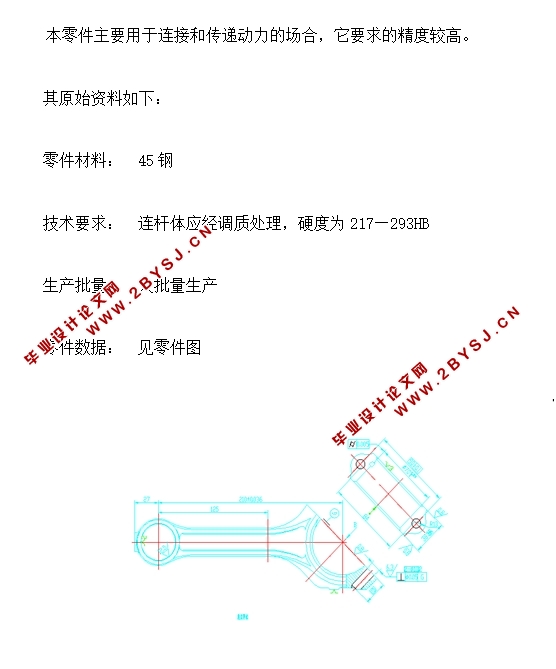
��������������������Ӻʹ����˶��Ͷ����ģ��Ҿ���Ҫ��ϸߡ�
2.1.2����Ĺ��շ���
�����ͼ��֪����Ҫ�ӹ������У�
��1��.�ߴ�55�ϱ���
��2��.�ߴ�27�����
��3��.38��ǰ�����
��4��.��70�İ�Բ��
��5��.����1
��6��.����2
��7��.����3
��������λ�þ���Ҫ���У�
��1��.��2—��10.2�Գߴ�55�ϱ���Ĵ�ֱ�ȹ���Ϊ��0.05��
��2��.��70��ͬ��ȹ���Ϊ0.005�L��
��3��.������Ӧ�þ������ʴ�����Ӳ��Ϊ217~293HB��
��������֪�����ӹ������Գߴ�55�ϱ��桢38ǰ�����Ϊ�����нϸߵijߴ羫�Ⱥͽϸߵ��λ�óߴ羫��Ҫ����ˣ��ⶩ55�ϱ��桢38ǰ�����Ϊ���Ĺ��շ�����Ϊ�˱�֤����������λ�þ���Ҫ��Ӧ�Ի�1����2����3Ϊ��λ��������ʵ�ֻ��غϺͻ�ͳһ��
2.1.3���ë����ѡ��
�������Ϊ45�֣����ǵ�����ľ����Ժ��ۺ�����Ҫ��ѡ�����������Ա�֤�ӹ�����Ҫ��



Ŀ¼……………………………………………………………………1
����……………………………………………………………………2
��һ�� ������…………………………………………………………3
�ڶ��� �������…………………………………………………………4
2.1�������………………………………………………………………4
������ �ƶ��ӹ�����·��………………………………………………6
������ ��е�ӹ�����������ߴ缰ë���ߴ��ȷ��…………………9.
������ ȷ������������������ʱ……………………………………10.
5.1����III………………………………………………………………10
5.2����IV…………………………………………………………………13
5.3����V……………………………………………………………………13
5.4����VI…………………………………………………………………15
5.5����VII………………………………………………………………16
5.6����VIII……………………………………………………………17
5.7����X…………………………………………………………………19
5.8����IX………………………………………………………………20
������ �о����………………………………………………………22
6.1��������……………………………………………………………22
6.2��λ������…………………………………………………………24
6.3�о���Ƽ�������Ҫ˵��……………………………………………25
�ܽ�…………………………………………………………………………27
�ο�����……………………………………………………………………28