
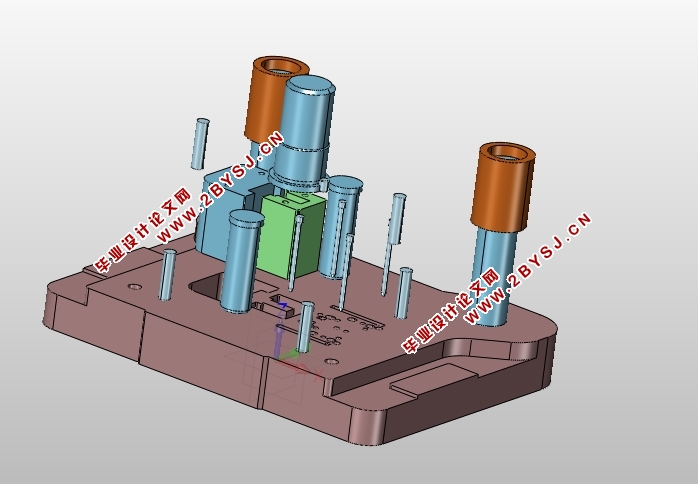
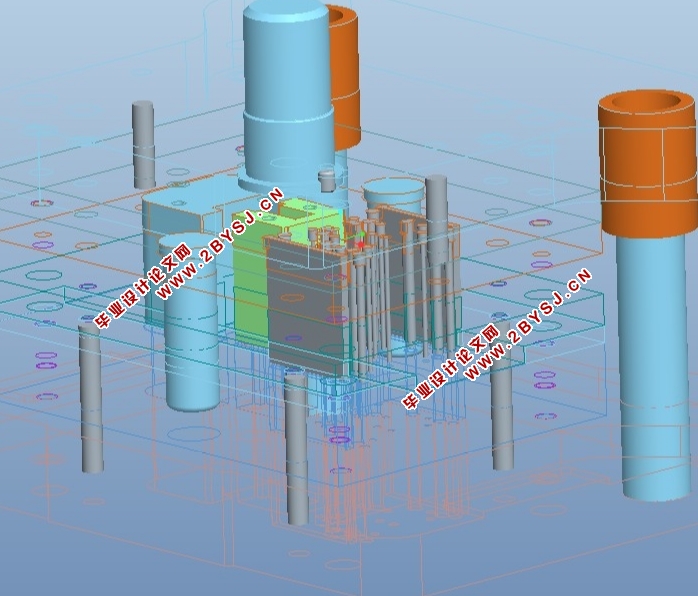
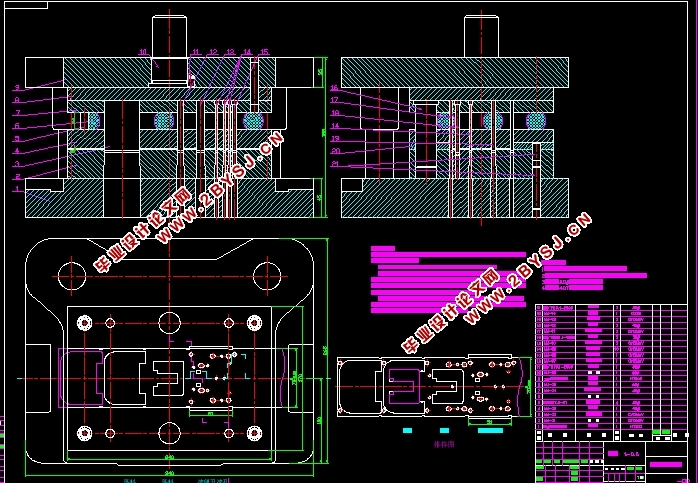
铁心片冲压工艺及级进模具设计(含CAD零件图装配图,STP,PROE三维图)
无需注册登录,支付后按照提示操作即可获取该资料.
铁心片冲压工艺及级进模具设计(含CAD零件图装配图,STP,PROE三维图)(任务书,论文说明书11000字,CAD图纸18张,STP,PROE三维图)
摘 要
金属板料冲压是一种在工业生产中应用广泛的加工方法。随着现代各行各业突飞猛进的发展,金属件的结构复杂,精度高,需求量多,加上对生产的安全性、操作的方便性,加工的经济性等要求也日益提高,采用单工位模具已经无法满足生产的需要,许多制造商均采用多工位级进模进行生产。因此,多工位级进模在国内外模具制造业中应用日趋广泛。多工位级进模是在普通级进模的基础上发展起来的一种模具,是当代所有模具中冲压功能最多、结构最复杂、生产效率和自动化程度最高的一种冲模。在多工位级进模结构设计过程中,首先必须设计级进模的总装结构,然后再在此基础上进行模具其他零部件的设计。本模具采用切废料方式进行冲裁,故模具结构采用冲孔、导正、弯曲、落料的工序设计,排样采用单排横排排列。本论文分析了焊片的冲压工艺性,介绍了焊片多工位级进模总体结构设计,对工件进行了展开计算,确定了工件加工成型的工艺方案和排样方案,对模具进行了工艺计算,根据计算结果进行了凸模、凹模、垫板、导料板、卸料板、镶块等主要零部件的设计,还根据各标准对模具中用到的其他标准件,如模架、导柱导套等,进行了选择与设计。实践证明:该模具结构合理、可靠,并能保证产品质量,对此类零件的级进模设计有参考价值。
【关键词】工艺、工艺性、冲压工序、冲压模具、尺寸
零件图及工艺方案的拟订
1.1.零件图及零件工艺性分析
1.1.1.零件图
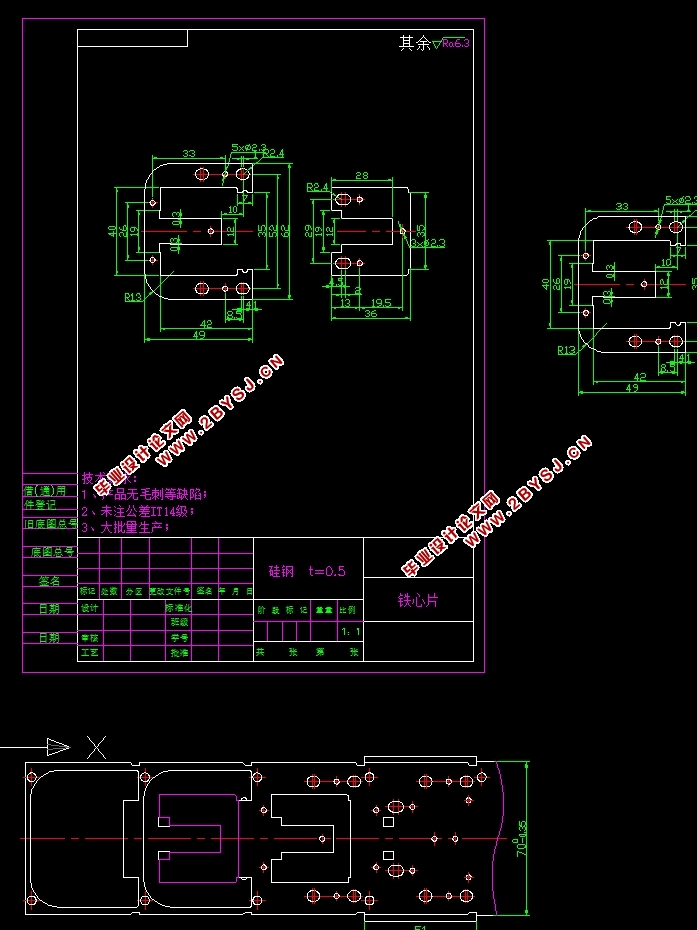
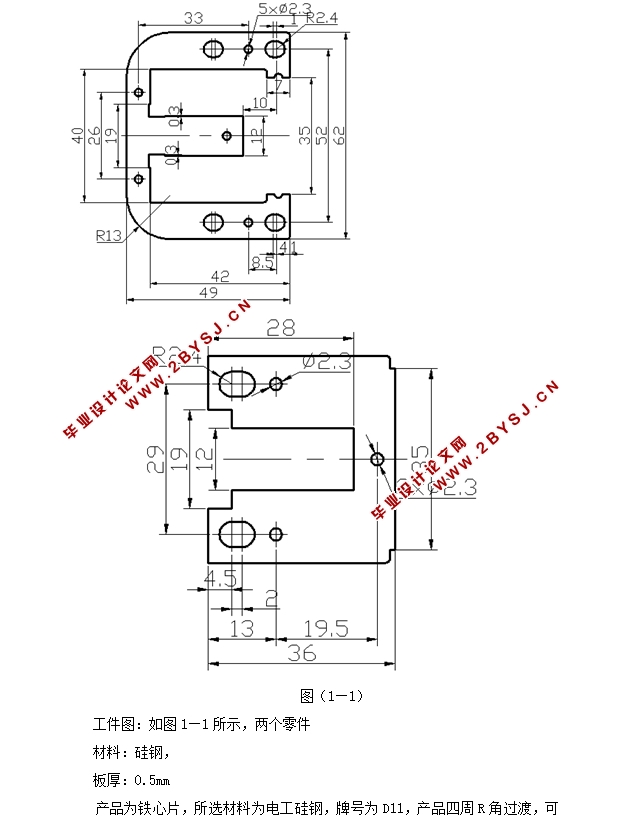
工件图:如图1—1所示,两个零件
材料:硅钢,
板厚:0.5mm
产品为铁心片,所选材料为电工硅钢,牌号为D11,产品四周R角过渡,可以有效防止凹模在热处理后应力集中导致开裂。
1.1.2.零件的工艺性分析
产品所用的材料为D11,其力学性能如下:τ=190MPa,σb=230Mpa,(《冷冲压工艺与模具设计》P322),零件图上有公差标注,未注公差的,属于自由公差,按IT12-14级确定工件尺寸的公差。厚度为0.5mm,适中,属于普通冲压件,但有几点应该注意:
①该冲裁件的材料D11,具有较好的可冲压性能。
②由于板料厚度一般,
③有一定的生产批量,应重视模具材料的选择和模具结构的确定,保证模具的寿命。
④制件较小,从安全考虑,要采取适当的取件方式,模具结构上设计好推件和取件方式。

目 录
摘 要 1
前 言 3
第一章、零件图及工艺方案的拟订 6
1.1.零件图及零件工艺性分析 6
1.1.1.零件图 6
1.1.2.零件的工艺性分析 7
1.2.工艺方案的确定 7
第二章、工艺设计 9
2.1.搭边值计算 9
2.2.计算工件实际面积 9
2.3.分析排样方案 9
2.4.计算各工序的压力 10
2.5.压力机的选择 14
2.6.压力中心的计算 14
第三章、模具类型及结构形式的选择 18
3.1.级进模的设计 18
第四章、模具工作零件刃口尺寸及公差的计算 20
4.1.冲裁间隙 20
4.2.模具间隙对模具的影响 20
4.3.刃口尺寸计算 21
第五章、模具零件的选用,设计及必要的计算 26
5.1.模具零件的选用 26
5.1.1.成形零件设计 26
5.1.2.支撑固定零件 30
5.1.3.卸料零件 30
5.2.标准件选择 30
5.3.导向装置 32
第六章、压力机的校核 33
6.1.压力机的校核 33
第七章、模具的动作原理及综合分析 34
7.1.模具的动作原理 34
7.2.模具的装配 34
设计心得 36
致 谢 37
主要参考文献 38