油杯落料拉深成型修边复合模具设计(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
油杯落料拉深成型修边复合模具设计(含CAD零件图装配图)(说明书10000字,文献综述,CAD图纸9张)
1.零件的工艺性
1.2 零件材料及其冲压工艺性分析
1.2.1 零件材料的分析
冷冲压模具包括冲裁、弯曲、拉深、成形等各种单工序模和由这些基本工序组成的复合模、级进模等各种模具。设计这些模具时,首先要了解被加工材料的力学性能。材料的力学性能是进行模具设计时各种计算的主要依据。故在分析零件冲压成形工艺,设计冲压模具前,必须要了解和掌握材料的一些力学性能,以便设计。现将油杯零件材料为10号钢的力学性能主要参数及其概念叙述如下:
(1)应力:材料单位面积上所受的内力,单位是N/mm2 ,用Pa表示。106 Pa=1MPa;1MPa = 1N/mm2 ;109 Pa = 1GPa。
(2)屈服点σs:材料开始产生塑性变形时的应力值,单位是N/mm2 。弯曲、拉深、成形等工序中,材料都是在达到屈服强度时进行塑性变形而完成该工序的成形的。经查表取σs = 206 MPa。
(3)抗拉强度σb。材料受到拉深作用,开始产生断裂时的应力值,单位是MPa。σb = 294~432MPa。
(4)抗剪强度τb。材料受到剪切作用,开始产生断裂时的应力值,单位是MPa。取τb = 255~333MPa。
(5)弹性模量E。材料在弹性范围内,表示受力与变形的指标,弹性模量大,表示材料受力后变形较小,或者说,产生一定的变形需要较大的力。E = 194 x 103 MPa。
(6)屈服比σs/σb。是材料的屈服强度与抗拉强度之比,其值越小,表示材料允许的塑性变形区越大,在拉深工序中,材料的屈服比较小时,所需的压边力和所需克服的摩擦力相应的减小,有利于提高成形极限。
(7)伸长率δ。在材料性能实验时,试件由拉伸试验机拉断后,对接起来测量长度,其伸长量与原长度之比称为伸长率,其数值用“%”表示,其数值越大表示材料的塑性越好。经查表可得,材料为10号钢的伸长率δ=29%。
综上所述,对油杯零件材料10号钢的力学性能分析,主要是为了便于模具设计中各参数的计算,故在后序的模具设计中各参数的计算均以上面所取的数值进行计算。
1.2.2零件工艺性的分析
冲压件工艺性是指冲压零件在冲压加工过程中加工的难易程度。虽然冲压加工工艺过程包括备料—冲压加工工序—必要的辅助工序—质量检验—组合、包装的全过程,但分析工艺性的重点要在冲压加工工序这一过程里。而冲压加工工序很多,各种工序中的工艺性又不尽相同。即使同一个零件,由于生产单位的生产条件、工艺装备情况及生产的传统习惯等不同,其工艺性的涵义也不完全一样。这里我们重点分析零件的结构工艺性。
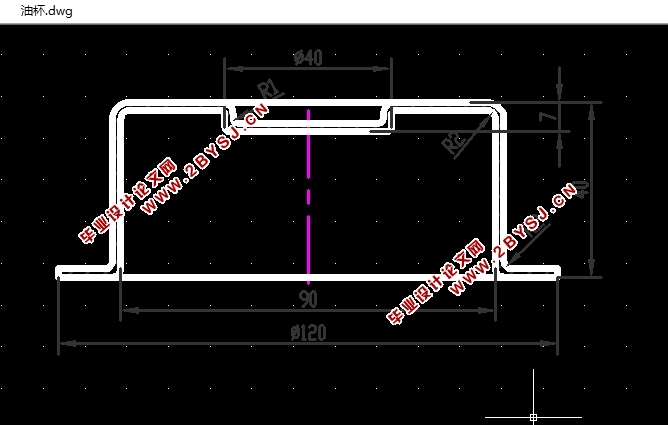
该零件为油杯,结构简单,对称,是典型的拉深件。在拉深过程中要注意控制拉深程度,加工时,根据零件的结构,形状等一些技术要求,应考虑以下几点:
(1)拉深件圆角半径:拉深件的圆角半径要适合,应尽量大些,以便于成形和减少拉深次数,避免在拉深过程中出现失稳现象即拉裂。拉深件底与壁的圆角半径应满足r1≥t。而在此设计中圆角半径R2>t,故满足设计要求。
(2)考虑拉深件厚度不均匀的现象:在拉深过程中,一般为不变薄拉深,从理论分析上说是不符合的,在拉深过程中壁厚应有少量的变化,如果在拉深件精度要求不高时,一般可以忽略不计,而在此设计当中我们应该考虑壁厚不均匀现象问题,加工出符合图样要求的零件。
(3)拉深件的孔位布置:根据示图所示,该零件的孔位布置合理,处于中心部位。在冲孔时,要注意孔与拉深件的同心度的问题,孔到拉深底部边缘的距离d≤d1-2r1-t。
根据零件图,初步分析可以知道油杯零件的冲压成形需要多道工序才能完成,首先进行正拉深,形成外形尺寸形状,其次底部要成型。
综上所述,油杯由平板毛坯冲压成形应包括的基本工序有:冲裁(落料、成型)、拉深等,由于是多道工序,多套模具成形,还要特别注意各工序间的定位。