
差速器壳加工工艺及夹具设计(含CAD零件图夹具图,工艺卡工序卡)
无需注册登录,支付后按照提示操作即可获取该资料.
差速器壳加工工艺及夹具设计(含CAD零件图夹具图,工艺卡工序卡)(论文说明书15000字,CAD图纸6张,工艺卡,工序卡)
摘 要
随着社会的发展,汽车在生产和生活中的越来越广泛,差速器是汽车中的重要部件,其壳体的结构及加工精度直接影响差速器的正常工作,因此研究差速器的加工方法和工艺的编制是十分必要和有意义的。本次设计主要内容有:差速器的工作原理结构分析,差速器壳体的工艺编制,夹具的设计及加工中对定位基准的选择,工序和工装设计中切削用量,夹紧力的计算等。机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本设计的主要内容是设计镗孔夹具和钻孔夹具。
关键词:差速器,壳体,工艺规程,夹具设计
零件的分析
2.1 零件的作用
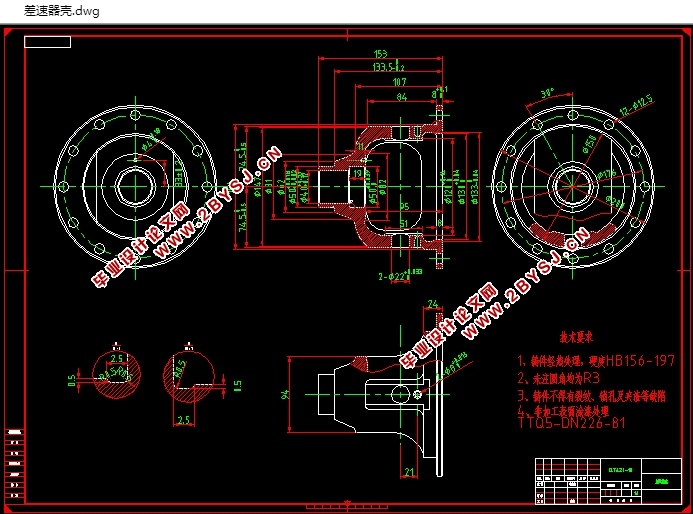
题目给定零件是汽车后桥差速器壳(见所给零件图)。差速器的作用就是在向两边半轴传递动力的同时,允许两边半轴以不同的转速旋转,满足两边车轮尽可能以纯滚动的形式作不等距行驶,减少轮胎与地面的摩擦。普通差速器由行星齿轮、差速器壳(行星轮架)、半轴齿轮等零件组成。发动机的动力经传动轴进入差速器,直接驱动差速器壳带动行星轮轴,再由行星轮带动左、右两条半轴,分别驱动左、右车轮。
2.2 零件的工艺分析
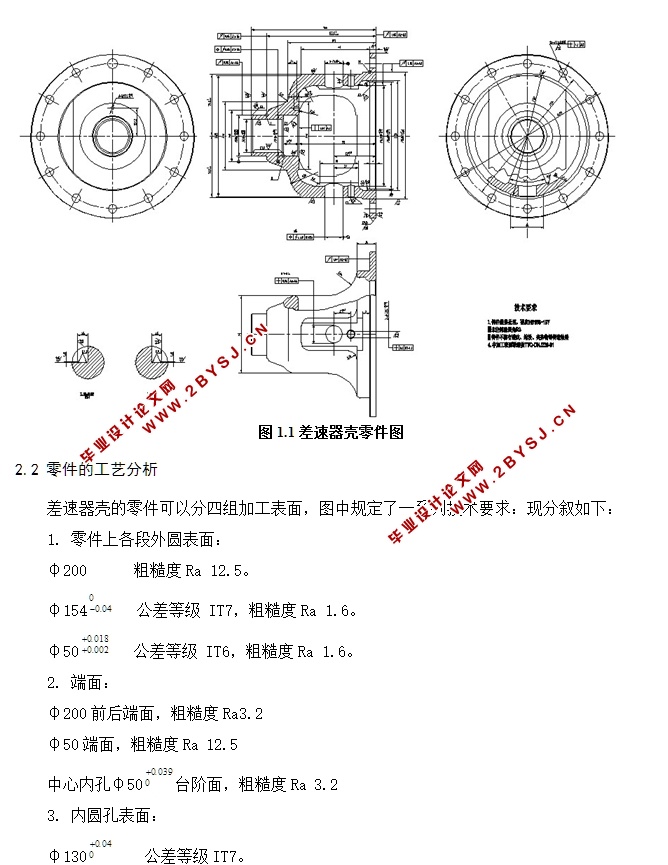
差速器壳的零件可以分四组加工表面,图中规定了一系列技术要求:现分叙如下:
1. 零件上各段外圆表面:
φ200 粗糙度Ra 12.5。
φ154 公差等级 IT7,粗糙度Ra 1.6。
φ50 公差等级 IT6,粗糙度Ra 1.6。
2. 端面:
φ200前后端面,粗糙度Ra3.2
φ50端面,粗糙度Ra 12.5
中心内孔φ50 台阶面,粗糙度Ra 3.2
3. 内圆孔表面:
φ130 公差等级IT7。
φ122 公差等级IT10 ,粗糙度Ra 6.3。
φ50 公差等级IT8,粗糙度Ra 1.6。
φ50 公差等级IT8,粗糙度Ra 1.6。
φ40 公差等级IT11,粗糙度Ra 6.3。
4.凸台孔系
凸台上距中心线74.5 的平面,粗糙度Ra 6.3
2×φ22H8 公差等级IT8,粗糙度Ra 3.2。
2×φ8H8 公差等级IT8,粗糙度Ra 3.2。
φ4H13 公差等级IT8
12×φ12.5
他们之间的要求:
1.φ200端面及后端面对基准A2-A3的跳动为0.05、0.06,精度等级:8级。
2.φ154、φ122内孔对A2-A3基准跳动为0.05,精度等级:8级。
3.两φ20孔对A2-A3基准位置度为φ0.06,精度等级:8级。
4.φ8H孔对两φ20孔的位置度为0.1,精度等级:8级。
5.12个φ12.5的孔对A3的位置度为0.2,精度等级:8级。
6.两φ20孔之间的同轴度要求为0.025,精度等级: 6级。
7.基准A2为孔φ50H8,基准A3为孔φ130H7。
8.φ50外圆对A2-A3基准的跳动为0.03,位置度为φ0.03,精度等级:6级。
由上分析可知,对于这几组加工表面,可以先加工好端面,内外圆表面可以用加工好的端面为基准先加工其中一组,然后借助专用夹具加工另一表面,并且保证它们之间的位置精度要求。
目 录
摘 要 1
Abstract II
目 录 III
第1章 绪论 1
1.1 课题的背景及意义 1
1.2 差速器的主要分类 1
1.2.1 开式差速器 1
1.2.2 限滑差速器 2
1.3 差速器结构 2
1.3论文主要内容 3
第2章 零件的分析 4
2.1 零件的作用 4
2.2 零件的工艺分析 4
第3章 工艺规程设计 7
3.1 基准面的选择 7
3.1.1 粗基准的选择 7
3.1.2 精基准的选择 7
3.2 毛坯的制造形式 7
3.3 制订工艺路线 7
3.3.1. 工艺线路方案一 8
3.3.2 工艺路线方案二 8
3.3.3. 工艺方案的比较与分析 9
3.4 机械加工余量、工序尺寸及毛坯尺寸的确定 9
3.4.1 外圆表面 9
3.5 内圆表面 11
3.4.3 端面 13
3.4.4 凸台 13
3.4.5 孔类 13
第4章 确定差速器切削用量及基本工时 15
4.1 工序1 铣φ200外圆右端面(大头)。 15
4.2 工序2 铣φ50外圆左端面(小头) 16
4.3 工序3 粗、半精车φ200、φ154、φ150、φ50外圆 17
4.4工序4钻孔φ40底孔φ39.5,精车φ200、φ154、φ150、φ50外圆,精车最大轮廓φ200前端面 23
4.5 工序5 粗镗φ50、φ122、φ130孔 28
4.6 工序6 精镗φ40、φ50、φ122、φ130孔,以端面和φ154外圆定位,选用T740K精镗床 33
4.7工序7 铣两凸台上平面 37
4.8 工序8 钻φ4孔,选用Z525立式钻床及专用夹具。 38
4.9 工序9 钻、铰两组φ8、φ22孔,φ8孔倒角。 39
4.10 工序10 钻孔12×Φ12.5 42
则本工序总切削工时 43
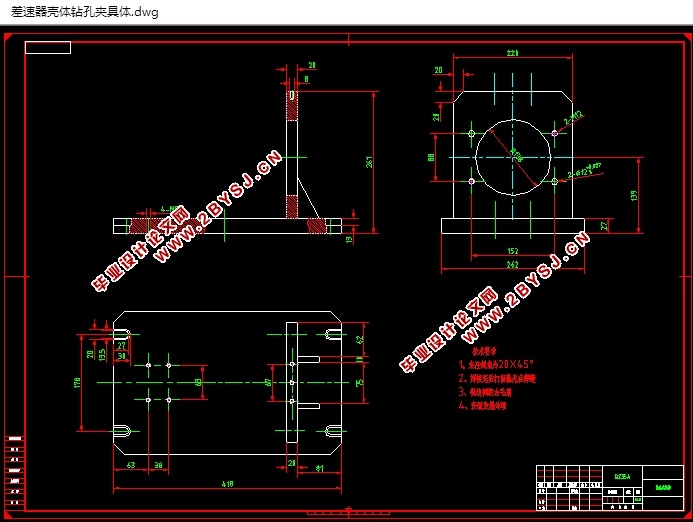
第5章 钻孔夹具设计 44
5.1问题的提出 44
5.2定位基准的选择 44
5.3 定位元件与夹紧元件的选择 44
5.4切削力与夹紧力的计算 45
5.5钻套、衬套、钻模板及夹具体设计 45
5.6夹具精度分析 48
5.7本章小结 49
总 结 51
参 考 文 献 52
致谢 53