
十字接头加工工艺及粗精车ø22孔夹具设计(含CAD零件夹具图,工艺卡工序
无需注册登录,支付后按照提示操作即可获取该资料.
十字接头加工工艺及粗精车ø22孔夹具设计(含CAD零件夹具图,工艺卡工序卡)(论文说明书8500字,CAD图纸4张,工艺卡,工序卡)
摘 要
本次设计的主要内容是十字接头加工工艺规程及 孔车孔夹具的设计。十字接头主要是与其它零件配对使用,其主要加工表面及控制位置为 内孔和 内孔。由零件要求分析可知,保证 孔和 孔的精度尺寸的同时应该尽量保证其平行度,这对于后工序装配和总成使用上来说都有重要影响。所以,工序安排时,采取以 内孔粗定位夹紧加工后,对 孔进行车削加工同时成型。因其粗糙度为Ra6.3,可通过粗车、精车满足。对于钻2-M10螺孔时,主要以十字接头的四个侧面定位,控制其自由度,以达到加工出来的产品满足要求并且一致性好的目的。本文的研究重点在于通过对十字接头的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具,通过实践验证,最终加工出合格的十字接头零件。
【关键词】十字接头 加工工艺 夹具设计 夹具
Abstract
The connecting rod is one of the main driving medium of diesel engine, this text expounds mainly the machining technology and the design of clamping device of the connecting rod. The precision of size, the precision of profile and the precision of position , of the connecting rod is demanded highly , and the rigidity of the connecting rod is not enough, easy to deform, so arranging the craft course, need to separate the each main and superficial thick finish machining process. Reduce the function of processing the surplus , cutting force and internal stress progressively , revise the deformation after processing, can reach the specification requirement for the part finally .
【Keyword】Connecting rod Deformination Processing technology Design of clamping device
零件的作用
题目所给的零件是十字接头,而十字接头一般是铸件铸造而成,上面钻或铣有直孔或者是螺纹孔,其作用是用来与其它部件进行连接的。同时十字接头零件同时还有转向的作用。一把是用来和有90度转折的零件连接使用的,而本课题的任务就是”十字接头加工工艺及夹具设计“。
2.2 零件的工艺分析
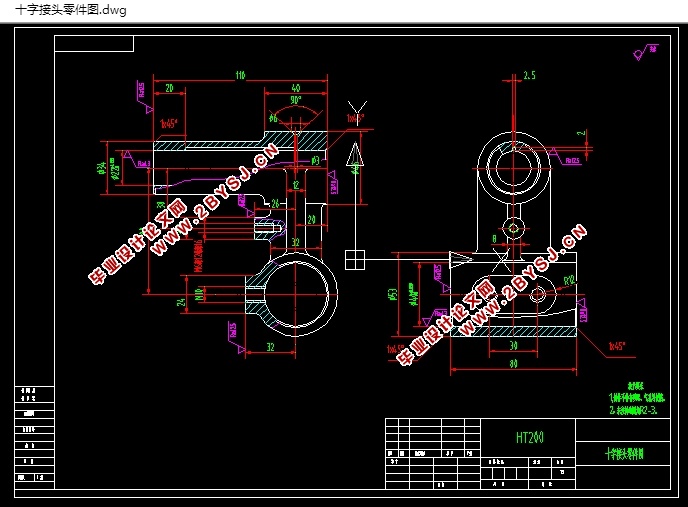
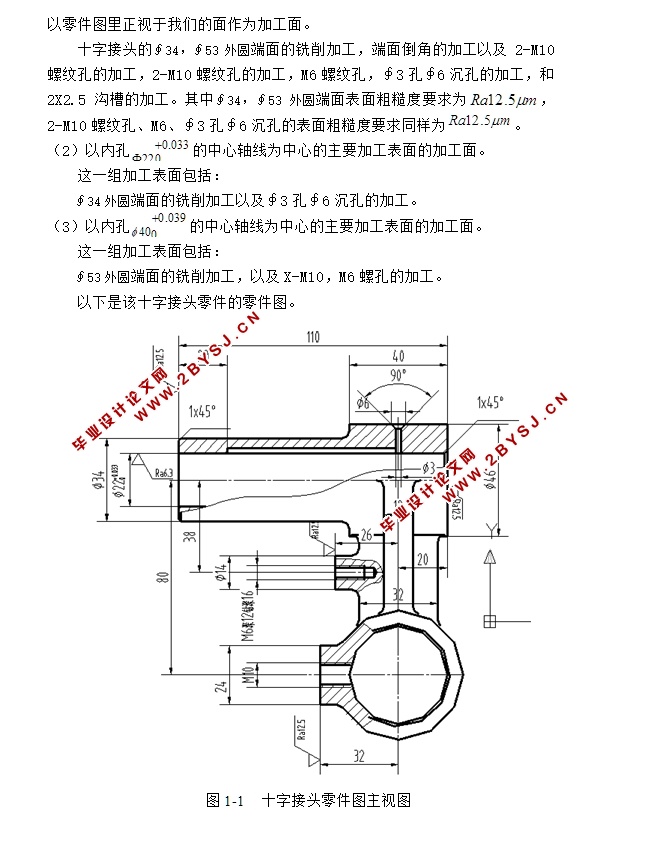
(1)以零件图里正视于我们的面作为加工面。
十字接头的∮34,∮53外圆端面的铣削加工,端面倒角的加工以及 2-M10螺纹孔的加工,2-M10螺纹孔的加工,M6螺纹孔,∮3孔∮6沉孔的加工,和2X2.5沟槽的加工。其中∮34,∮53外圆端面表面粗糙度要求为 ,2-M10螺纹孔、M6、∮3孔∮6沉孔的表面粗糙度要求同样为 。
(2)以内孔 的中心轴线为中心的主要加工表面的加工面。
这一组加工表面包括:
∮34外圆端面的铣削加工以及∮3孔∮6沉孔的加工。
(3)以内孔 的中心轴线为中心的主要加工表面的加工面。
这一组加工表面包括:
∮53外圆端面的铣削加工,以及X-M10,M6螺孔的加工。

目 录
摘要 3
Abstract 4
第一章 绪 论 4
第二章 零件的分析 5
2.1、零件的作用 5
2.2、零件的工艺分析 5
第三章 毛坯的确定以及毛坯图和零件图的绘出 8
3.1、分析毛坯的制作以及其组成 8
3.2、加工余量和工序、毛坯尺寸的确定 8
第四章 十字接头的工艺规程的设计 10
4.1、确定定位基准 10
4.2、工艺路线的确定 10
4.3、选择加工设备及刀、夹、量具 14
4.4 确定切削用量及基本工时 16
4.4.1粗铣十字接头∮34外圆两侧端面至尺寸 17
4.4.2 粗铣十字接头∮53外圆两侧端面至尺寸 18
4.4.3粗铣十字接头24X54腰型凸台至尺寸 18
4.4.4粗车、半精车 内孔至尺寸 19
4.4.5粗车、半精车 内孔至尺寸 20
4.4.6钻、攻M6深12螺纹孔 23
4.4.7钻、攻M10深螺纹孔 24
4.4.8钻孔∮3沉孔∮6 25
4.4.9拉2.5X2沟槽 26
第五章 车孔夹具的设计 27
5.1选择定位基准 28
5.2分析误差 29
5.3夹具的夹紧力和切削力的计算 30
5.4夹紧元件及动力装置确定 33
5.5夹具设计及操作的简要说明 34
小结 35
参考文献 36
致 谢 37