
插床变速箱箱体工艺工装设计(含CAD零件装配图,UG三维图)
无需注册登录,支付后按照提示操作即可获取该资料.
插床变速箱箱体工艺工装设计(含CAD零件装配图,UG三维图)(选题表,论文说明书10000字,CAD图纸6张,UG三维图)
摘要
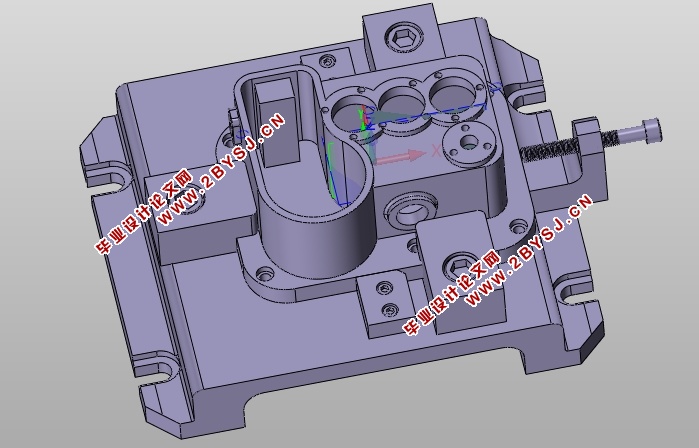
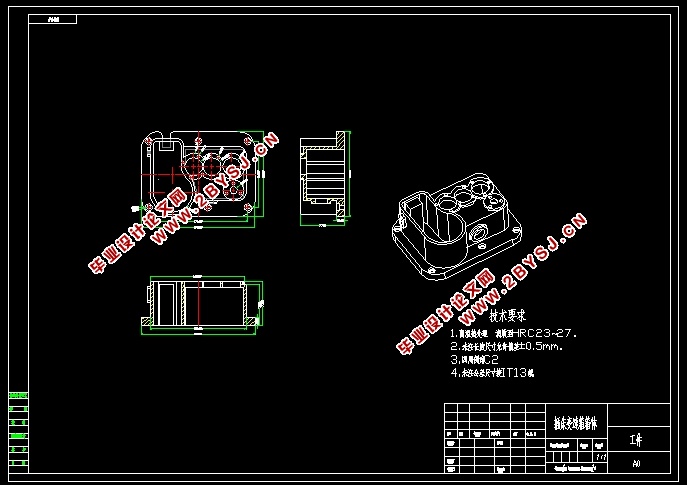
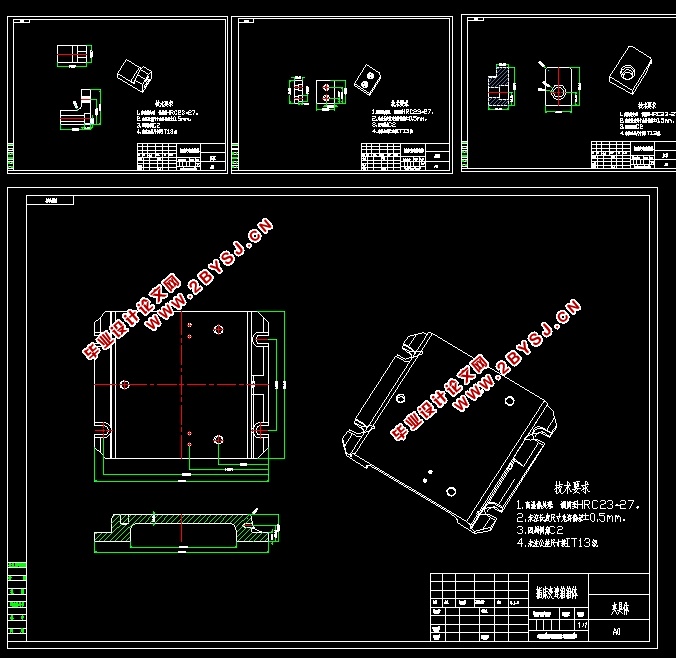
本次设计是插床变速箱箱体零件的加工工艺 规程及一些工序的专用夹具设计。插床变速箱箱体零件的主要加工表面是平面及孔系。保证平面的加工精度要比保证孔系的加工精度容易。因此,本设计遵循先面后孔的原则。并将孔与平面的加工明确的划分为粗加工和精加工阶段,以保证孔系的加工精度。基准选择以变速箱箱体的输入轴与输出轴的支承孔作为粗基准,以顶面与两个工艺孔作为精基准。主要加工工序安排先以支承孔系定位加工出上表面。再以顶平面与支承孔系定位加工出孔。整个加工过程均选用组合机床,夹具选用专用夹具夹紧。加紧方式多选用手动夹紧,夹紧可靠。
插床的主要工作是插键槽和花槽等表面。插床实际上是立式牛头刨床,它与牛头刨床的主要区别在于滑枕是直立的,插刀垂直方向作直线往复主运动,工件可以沿纵向、横向、圆周三个方向之一作间歇的进给运动。机床变速箱,改变机床主运动速度(如主轴转速、工作台每分钟往行程数等)的机构。
关键词:插床;变速箱箱体;加工工艺;夹具设计
插床变速箱箱体零件的加工工艺分析
插床变速箱箱体零件是箱体的一个重要零件,因为其零件尺寸较大,结构形状也比较复杂,但内腔和底面孔的精度要求较高,此外还有顶面的斜度特征,但是对精度要求不是很高。插床变速箱箱体零件的底面孔和内腔的粗糙度要求都是 ,所以都要求精加工。其各个端面之间都存在垂直度等公差要求等。因为其尺寸精度、几何形状精度和相互位置精度,以及各表面的表面质量均影响机器或部件的装配质量,进而影响其性能与工作寿命,因此它的加工是非常关键和重要的。

目录
1 引言 3
2 插床变速箱箱体零件加工工艺设计 4
2.1 插床变速箱箱体零件的加工工艺分析 4
2.2 确定毛坯 5
2.3 选择定位基准 5
2.3.1 粗基准的选择 5
2.3.2 精基准选择的原则 5
2.4 工艺路线的确定 5
2.4.1 选择各表面及孔的加工方法 6
2.4.2 平面的加工 6
2.4.3 孔的加工方案 7
2.5 工艺路线的拟订 7
2.5.1 加工阶段的划分 7
2.5.2 加工工艺路线方案 8
2.5.3 工序的合理组合 8
2.6 插床变速箱箱体零件的加工余量,工序尺寸及毛坯尺寸 9
2.7 确定工时 12
.2.7.1 粗精铣顶面 12
2.7.2 粗、精铣底面 14
2.7.3 铣底面并钻底面孔 16
2.7.4 底面槽加工 19
2.7.5 铣侧面端面 20
2.7.6 精铣侧平面及加工 25
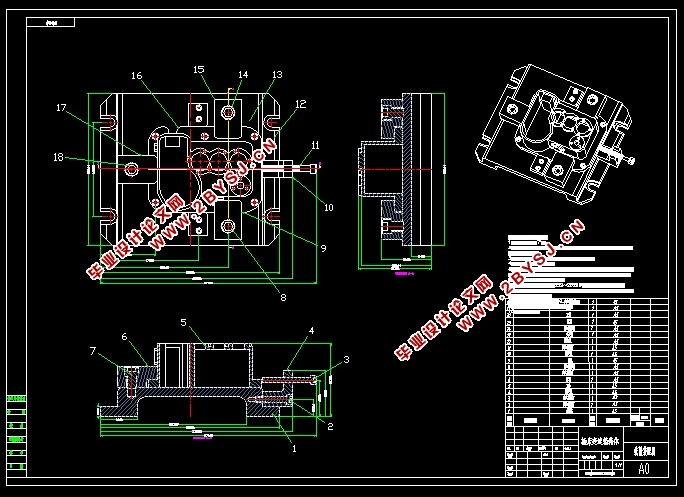
3 插床变速箱箱体零件专用工装夹具设计 27
3.1 研究材料 28
3.2 选择定位基准 28
3.3 定位机构与夹紧机构的确定 28
3. 4切削力及夹紧分析计算 31
3.5 误差分析与计算 32
3.6 工装夹具操作的简要说明 33
结 论 33
致谢 34
参 考 文 献 35