
ɽ��������оƬ��������ģ��ѹ���(��CAD���ͼװ��ͼ)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
ɽ��������оƬ��������ģ��ѹ���(��CAD���ͼװ��ͼ)(������,���ⱨ��,����˵����13700��,CADͼֽ9��)
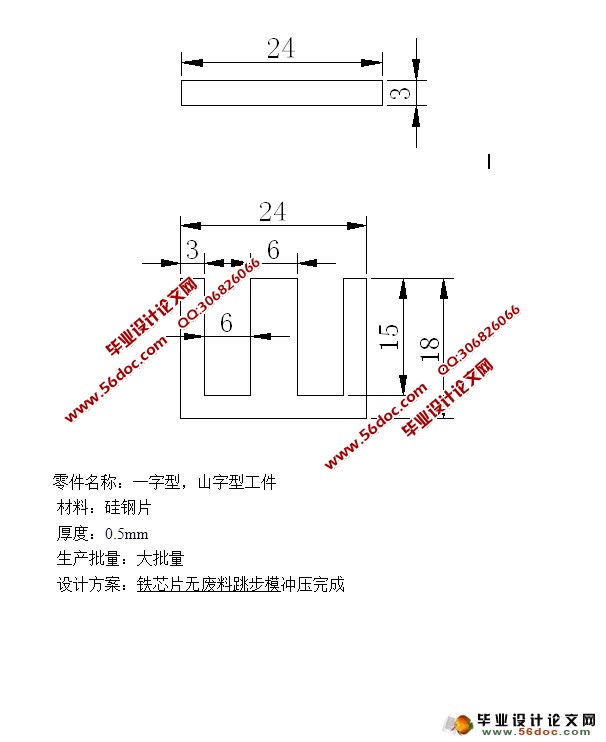
����������ijߴ羫�ȣ����ϵ��ijߴ缰����26.9±0.02mm,��[1]��2.7.5��ã���һ�㾫�ȵ�ģ���ɴﵽ���ϴ�����Ϊ±0.15mm��������������ľ���Ҫ���������״.�ߴ��ע�������������������Ҳ�����ϳ�õĹ���Ҫ����ֻ��һ�����ϼ��ɣ����������ߴ�Ĺ���δ��ע��ȫ����Ϊ���ɹ��ΪIT12�ijߴ羫��һ�����ͨ����ܹ����㹤����Ҫ��
Ŀ¼
�� �� 1
��1�� ������ݼ�Ҫ�� 4
1.1 �Ƽ�ͼ�����ϼ�Ҫ�� 4
��2�¡���ü��Ĺ��շ��� 5
��3�� ��Ҫ��Ƽ��� 6
3.1 ������ʽ��ȷ�� 6
3.2 ë�ߵ�ȷ�� 6
3.3 ������ļ��� 7
3.3.1����� 7
3.3.2 ѹ�����ĵ�ȷ������سߴ�ļ��� 8
3.4 ��������пڳߴ���� 8
��4�� ģ��������Ƽ���Ҫ�㲿����� 11
4.1 ģ���ṹ��ѡ�� 11
4.2 ж�ϵ��ɵ��������� 11
4.3��ѹ�豸��ѡ�� 12
4.4���ϻ����ͩp���ܹ�����Ʃp���Ͽ��ȩp���Ϻ�� 13
4.5 ģ����������� 15
4.5.1 ģ�����͵�ѡ�� 15
4.5.2 ��λ��ʽ��ѡ�� 15
4.5.3 ����ʽ��ѡ�� 15
4.6 ��Ҫ�㲿������� 15
4.6.�� ��������Ľṹ��� 15
4.6.2 ����ģ����� 15
4.6.3 ���ϰ�ģ����� 16
4.6.4 ��������� 16
4.7 ж�ϲ�������� 16
4.7.1 ж�ϰ����� 16
4.7.2 ж���ݶ���ѡ�� 17
4.7.3 ����װ�� 17
4.7.4 ���װ�� 17
4.8���ģ��ģ��p��������Ʃp���ʩpӲ�ȼ����� 18
4.9 ģ����������϶�� 20
4.10 ����п�Ҫ��ü�϶�� 20
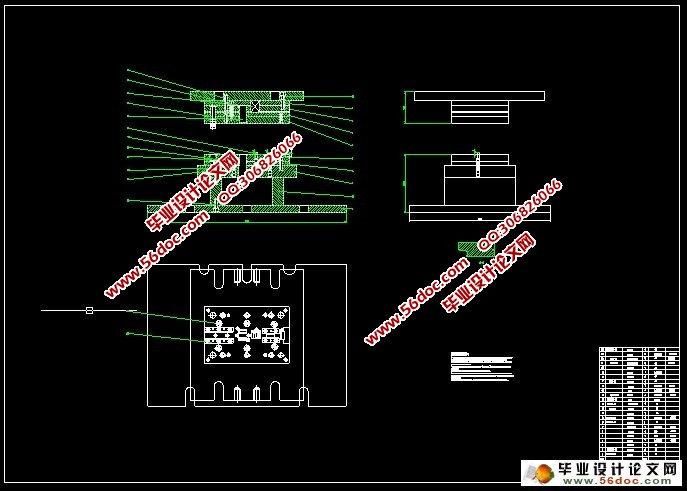
4.11 ģ����װͼ 21
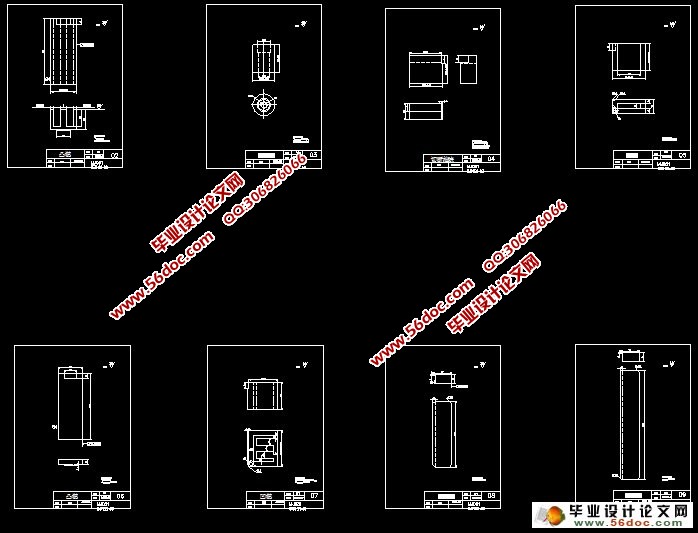
4.12ģ����������ļӹ����� 22
��5�� ģ����װ��͵��� 23
��ҵ���˵����Ŀ¼
5.1 ��Ҫ�����װ�� 23
5.1.1 ģ��װ�� 23
5.1.2 ��ѹж�ϰ��װ�� 23
5.2 ��װ�� 23
5.3 ���ģ�Գ��ȱ�ݺ͵��� 24
5.4 ģ�����Ҫ�� 26
5.4.1 ���� 26
5.4.2 ���� 27
5.4.3 ���� 27
�� �� 28
�� л 29
����� 30