
最新机械设计资料
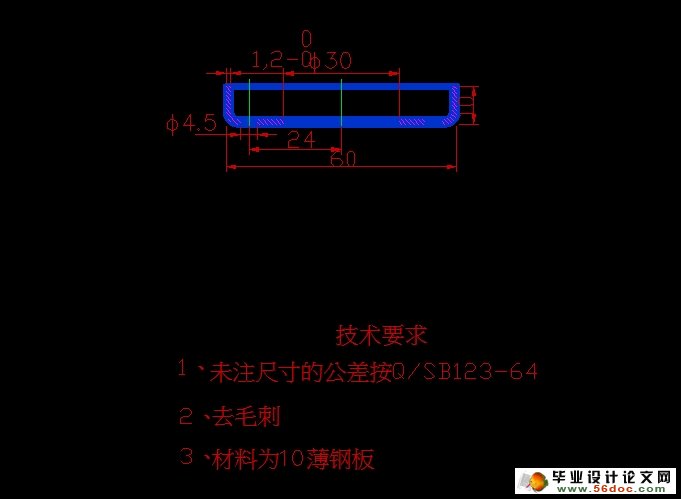
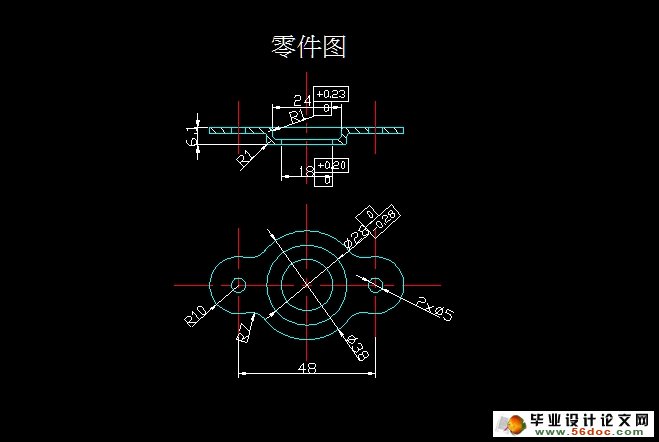
上防尘垫圈冲压成形工艺及模具设计 (含CAD零件装配图,工艺卡)
上防尘垫圈冲压成形工艺及模具设计 (含CAD零件装配图,工艺卡)(任务书,开题报告,论文说明书10000字,CAD图纸6张,工艺卡)由冲压工艺分析可知,采用单工序冲孔,所以模具类型为冲孔单工序模。该模具用于拉深件的低部冲孔,采用弹簧卸料板卸料,并兼有冲孔时的压件作用,因此,冲孔质量较好。由于孔边和拉
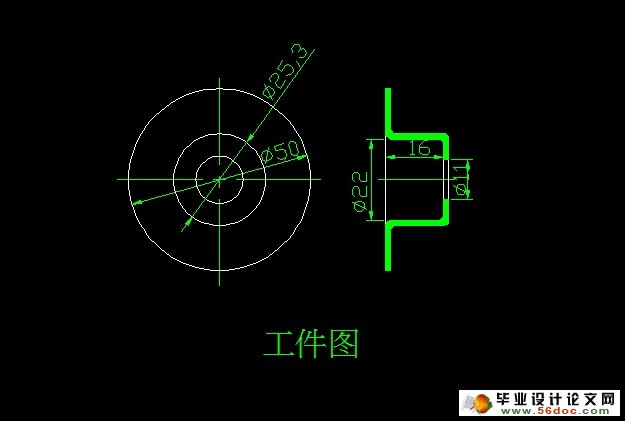
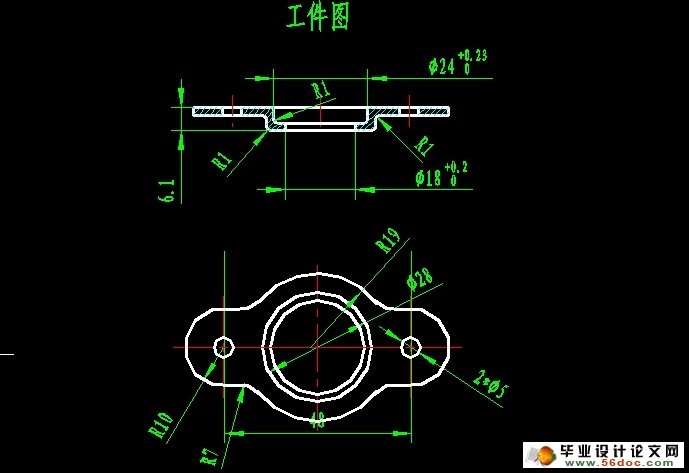
汽车玻璃升降器外壳冲压工艺模具设计(含CAD零件装配图,工艺卡)
汽车玻璃升降器外壳冲压工艺模具设计(含CAD零件装配图,工艺卡)(任务书,开题报告,中期检查表,论文说明书10000字,CAD图纸9张,工艺卡)该零件是汽车车门上玻璃升降器的外壳.升降器的传动机构装于外壳内腔,并通过外壳凸缘上均布的三个 3.2mm小孔,以铆钉铆接在车门的座板上.一传动轴以IT11级
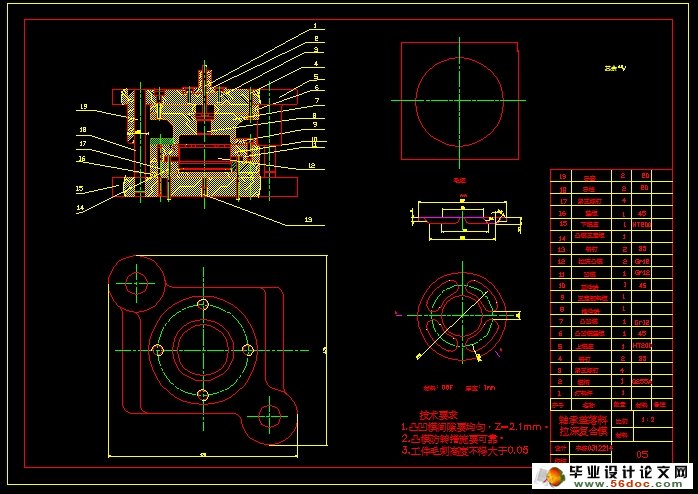
轴承盖冲压工艺及模具设计(含CAD零件装配图)
轴承盖冲压工艺及模具设计(含CAD零件装配图)(任务书,开题报告,论文说明书6800字,CAD图纸6张)工件名称:轴承盖生产批量:中批量(每周2000——4000件)材料: 08F材料厚度:1mm模具结构 2.1落料&mdas
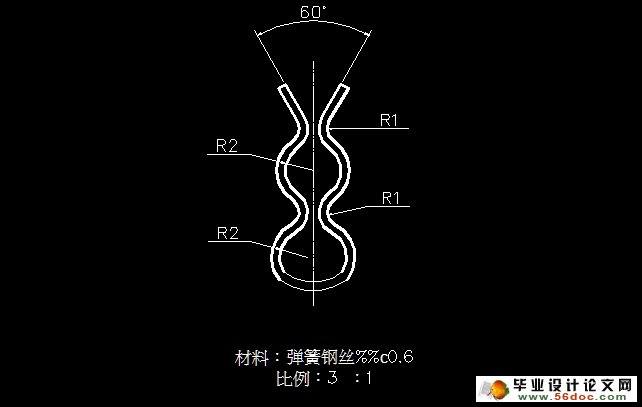
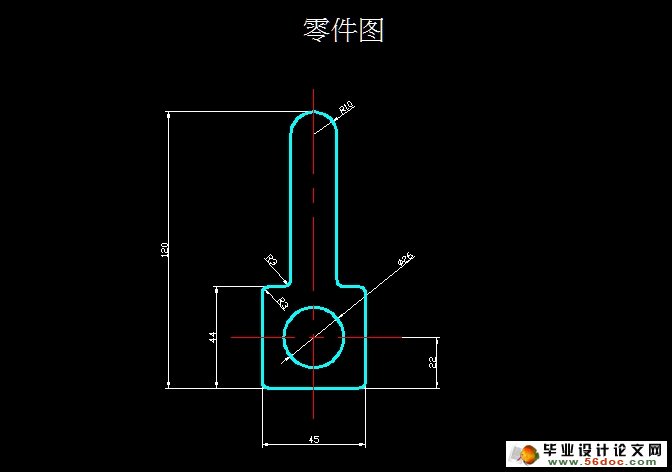
钢丝夹摆动曲模设计(含CAD零件装配图)
钢丝夹摆动曲模设计(含CAD零件装配图)(任务书,开题报告,中期检查表,论文说明书8300字,CAD图纸7张)弯曲件工艺性分析弯曲件的精度,由于零件图上对这方面都没有确定,这样的制件可以设精度为IT14级,这样精度一般的制造精度都可以满足要求。弯曲件的结构,弹簧钢的最小弯曲半径为1.3t=0.96m
链轮的冲压工艺及模具设计(含CAD零件装配图,工艺卡)
链轮的冲压工艺及模具设计(含CAD零件装配图,工艺卡)(任务书,开题报告,论文说明书7000字,CAD图纸9张,工艺卡)根据零件结构特点,其材料选用Q235钢,材料厚度为3mm。该材料为普通碳素结构钢。这种钢含碳量较低,强度不高,但塑性、韧性较好,可通过渗碳淬火提高表面强度、硬度。一般用于制造受载荷
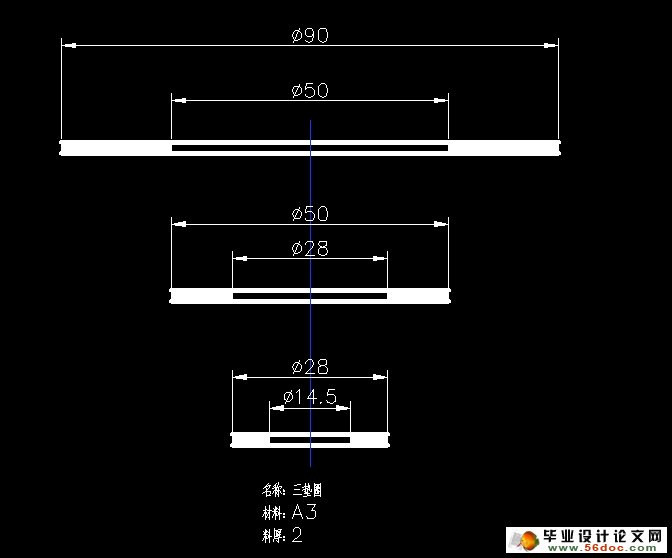
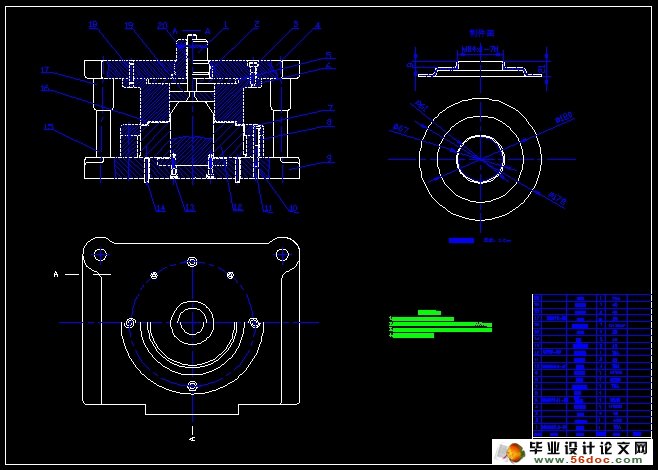
三垫圈冲孔落料复合模的设计(含CAD零件装配图,工艺卡)
三垫圈冲孔落料复合模的设计(含CAD零件装配图,工艺卡)(任务书,开题报告,中期检查表,论文说明书11800字,CAD图纸12张,工艺卡)由工件图看,此工件只有落料和冲孔两个工序,材料为A3(Q235)钢,具有良好的冲压性能,适合冲裁,工件结构相对简单,孔边距远大于凸、凹模允许的最小壁厚,故可以考虑
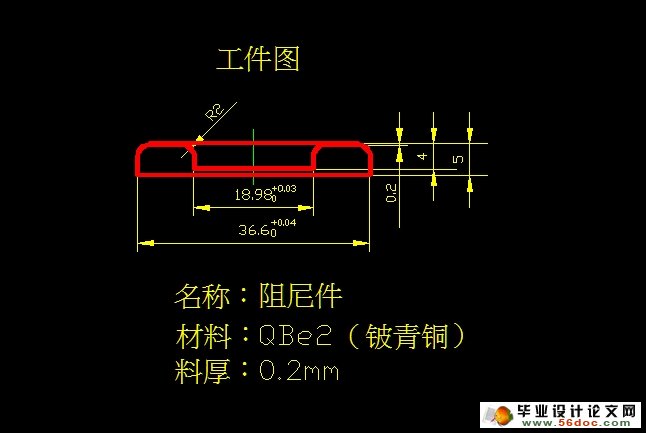
阻尼件的模具设计与制造(含CAD零件装配图)
阻尼件的模具设计与制造(含CAD零件装配图)(论文说明书9300字,CAD图纸8张)由工件图看,该工件形状简单对称,有落料、上拉深、下拉深三个工序。其主要尺寸18.98 及36.58 为IT8~IT9级公差,因此凸、凹模制造公差可采用IT7级精度制造。工件生产批量为大批量,材料为铍青铜,属有色金属,
端盖的冲孔翻边落料级进摸的设计(含CAD图,CAXA图)
端盖的冲孔翻边落料级进摸的设计(含CAD图,CAXA图)(论文说明书7700字,CAD图纸17张,CAXA图纸17张)本工件的外形和两个直径为5.0毫米的孔,属于落料、冲孔工序,中间内凹的孔,可采用两种方法冲压。一种是先做浅拉深,然后冲底孔。在进行拉深时,一部分材料冲底面流动出来,另一部分从主板上流
端盖零件的冲压成形工艺及模具设计(含CAD零件装配图)
端盖零件的冲压成形工艺及模具设计(含CAD零件装配图)(任务书,开题报告,中期检查表,论文说明书20000字,CAD图纸16张)08钢是优质碳素结构钢,具有良好的冲压性能,适合冲裁,且市场上也易购得此种材料,价格适中。冲裁件的形状应该尽量简单,对称,最好是由圆弧和直线组成。应该避免冲裁件上有过长的悬
空调垫片冲孔落料级进模具设计(含CAD零件装配图,工艺卡)
空调垫片冲孔落料级进模具设计(含CAD零件装配图,工艺卡)(任务书,开题报告,中期检查表,论文说明书8000字,CAD图纸7张,工艺卡)该制件为空调垫片。形状简单,对称,是由直线和圆组成的。批量为大批量生产,材料为10钢,已退火的10钢的抗剪强度为255~333 /MPa,抗拉强度 b为294~43