
���»�е�������

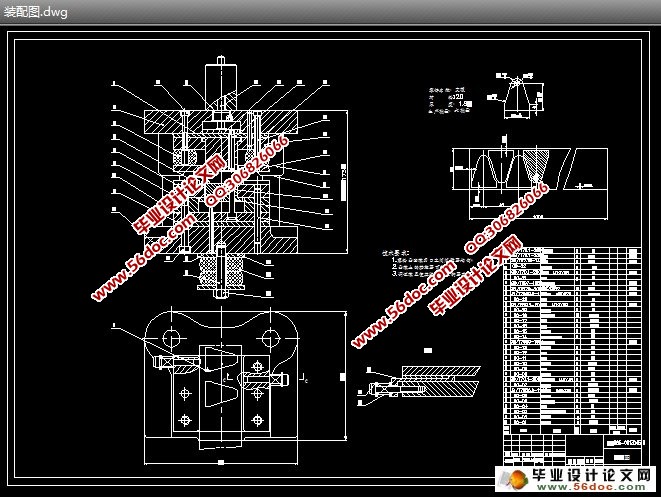
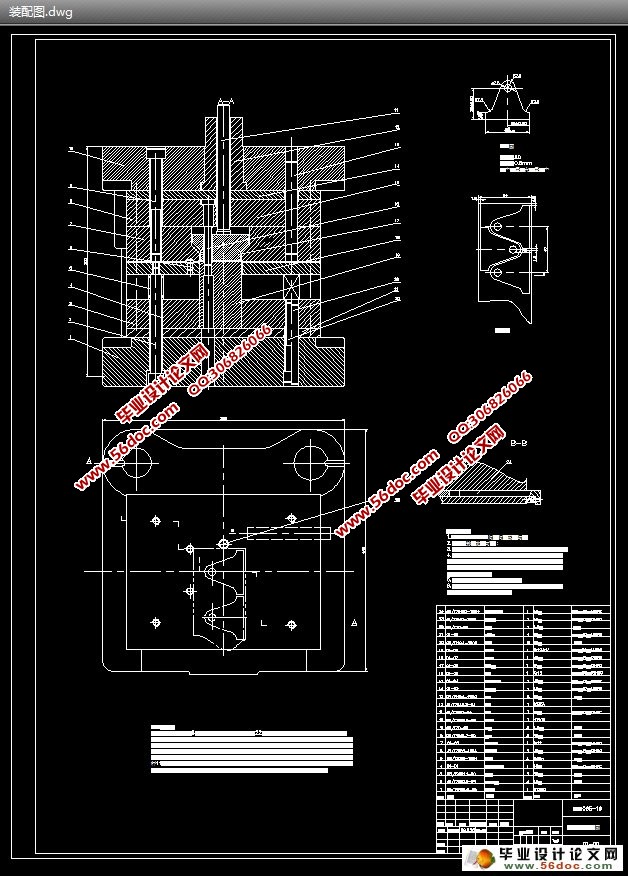
��Ƭ��ѹ���ι��ռ�ģ�����(��CAD���ͼװ��ͼ)
��Ƭ��ѹ���ι��ռ�ģ�����(��CAD���ͼװ��ͼ)(������,���ڼ���,����˵����15000��,���տ�,����,CADͼ11��) ժҪ���������ĿΪ����ģ����ƣ������˵�����ģ����Ƶ�Ҫ�������뷽��ͨ�����շ��������շ�����ȷ����ȷ����ģ����Ƶķ��� ��ë���ߴ��ȷ��������������������ѹ����
����������ĵ���ʽ����ģ��������(Proe��άͼ,������Ƶ)
����������ĵ���ʽ����ģ��������(Proe��άͼ,������Ƶ)(����˵����6500��,Proe��άͼ,������Ƶ����) ժ Ҫ�������ĿΪ����������ĵ���ʽ����ģ����������ƣ������˴���������ij�ѹ���㲿���Ķ�����������Ҫ�����ݼ�����
���̶��������ĵ���ʽ����ģ��������(Proe��άͼ,������Ƶ)
���̶��������ĵ���ʽ����ģ��������(Proe��άͼ,������Ƶ)(������,���ڼ���,���˵����6800��,Proe��άͼ,������Ƶ����)ժ Ҫ�������ĿΪ���̶��������ĵ���ʽ����ģ����������ƣ������˴��̶��������ij�ѹ���㲿���Ķ����������
֧���ѹ���ι��ռ�ģ�����(��CAD���ͼװ��ͼ)
֧���ѹ���ι��ռ�ģ�����(��CAD���ͼװ��ͼ)(������,���ڼ���,����˵����7000��,���տ�,����,CADͼ15��) ժҪ:�������ĿΪ����ģ����ƣ������˵�����ģ����Ƶ�Ҫ�������뷽��ͨ���Ը������ģ����ƣ���һ����ǿ���ҶԳ��ģ�Ļ���֪ʶ��Ϊ�Ժ�Ӵ������ӵ�ģ�ߵ춨��һ���Ļ�����
֧���ѹ���ι��ո���ģ�����(��CAD���ͼװ��ͼ)
֧���ѹ���ι��ո���ģ�����(��CAD���ͼװ��ͼ)(������,���ڼ���,����˵����16000��,����,CADͼ17��)ժ Ҫ���������ĿΪ����ģ����ƣ������˵�����ģ����Ƶ�Ҫ�������뷽��ͨ�����շ��������շ�����ȷ����ȷ����ģ����Ƶķ���ë���ߴ��ȷ��������������������ѹ�����ģ�ѡ��
��λ���ѹ���ι��ռ�ģ�����
��λ���ѹ���ι��ռ�ģ�����(������,���ڼ���,����˵����8500��,���տ�,����,CADͼ11��)ժҪ������Ƶ���ĿΪ��λ���ѹ���ι��ռ�ģ�����,�����˱������������Ҫ�����ݼ�������һ����������塣ͨ���Ը����ģ�ߵ���ƣ���һ����ǿ�˱��˳�ѹģ��ƵĻ���֪ʶ��Ϊ�Ժ���Ƹ����ӵij�ѹģ

֧��ij�ѹ������ģ�����
֧��ij�ѹ������ģ�����(������,���ڼ���,����˵����10000��,���չ��̿�,CADͼ13��)ժ Ҫ�������ĿΪ����ģ����ƣ����õ��͵�װ����ģ����ơ�ͨ�����շ��������շ�����ȷ����ȷ����ģ����Ƶķ���ͨ����֧������ߴ�ķ�����ȷ����ë���ߴ磬����������������ѹ������
�������ѹ������ģ�����
�������ѹ������ģ�����(������,���ڼ���,����˵����13000��,���տ�,CADͼ10��)ժҪ���������ĿΪ���������ģ����ƣ�����������ģ����Ƶ�Ҫ�������뷽��ͨ�����շ��������շ�����ȷ����ȷ����ģ����Ƶķ��� ��ë���ߴ��ȷ�����������������������ѡ��ѹ������ѹ�����Ķ�λ�������������

�ͱõ��ڵ�Ƭ��ѹ�����ռ�ģ�����
�ͱõ��ڵ�Ƭ��ѹ�����ռ�ģ�����(������,���ڼ���,����˵����10000��,���տ�,����,CADͼ13��)��ѹ�����շ����������״���Գƣ�����Բ����ֱ����ɵġ���ü����������ܴﵽ�ľ��þ���ΪIT11-IT14�����������Ե����ߴ繫��Ϊ 0.5�L�������Ͼ���������ľ���Ҫ����Ƚϣ�����Ϊ

����ʽ����ģ����ԭ�������������(Proe��άͼ,������Ƶ)
����ʽ����ģ����ԭ�������������(Proe��άͼ,������Ƶ)(������,���ڼ���,���˵����13000��,Proe��άͼ,������Ƶ����)ժҪ�����ζ�����������ѧ��Ŭ���ijɷ֣������������ʦ�Ĺ��������Ρ�2008��10�·ݣ�Ϊ��Ͻ�ѧ����ʦ������������ʽ����ģ�Ķ������̶�������Ϊû������������֪ʶ�;�