
螺杆式空压机轴承座的工艺及夹具设计(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
螺杆式空压机轴承座的工艺及夹具设计(含CAD零件图装配图)(论文说明书11000字,CAD图5张,工艺卡,工序卡)
摘 要
本文是针对螺杆式空压机轴承座零件进行的工艺规程的规划和专用工装的毕业设计,其内容包含了:
1. 依据零件图的尺寸和技术要求进行分析
2. 毛坯类型确定
3. 工艺制造中,机床对工件的夹紧定位
4. 零件的工装选用(通用和专用)
5. 计算切削用量
6. 合理确定符合要求的切削刀具
7. 工艺路线在生产中不断优化和改进。
零件的工艺分析
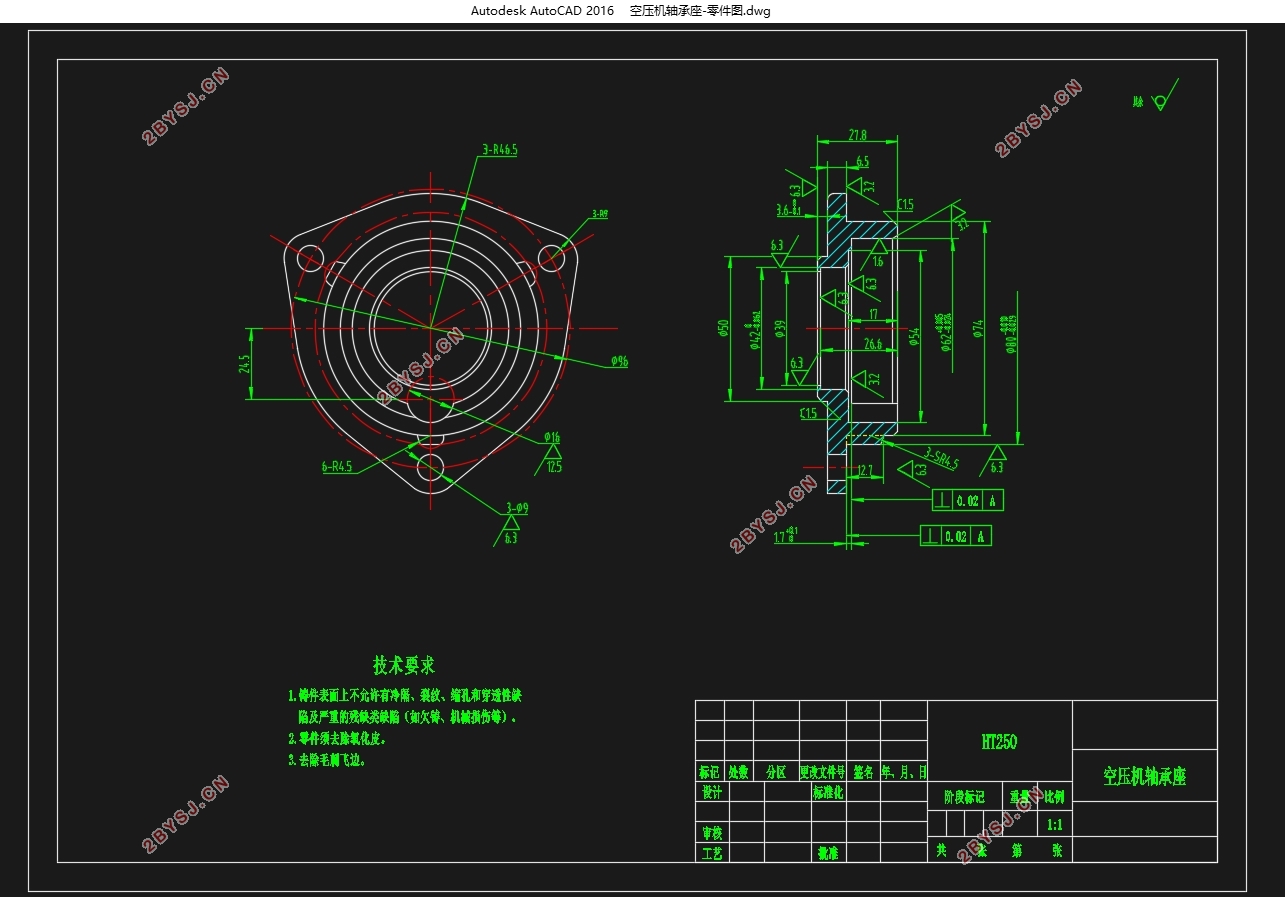
通过对螺杆空压机的轴承座零件图纸进行绘制,并标注尺寸,填写技术要求参数等。使其进一步了解了该产品关键重要尺寸、工艺重点难点。使我们对其加工工艺、夹具的设计更加有自信和底气。
对于Φ62孔有粗糙度为1.6;尺寸Φ80外圆有6.3,同轴度公差为Φ0.03;在配合面上的3.2粗糙度与0.02垂直度,底面3.2,以Φ62的同轴度来说,轴线公差为0.03等要求。
螺旋空压机的支承采用了HT250,这种材质的材质非常的好,制造方法简便,适合于任何的机械,而加工的面则是以平面和孔径为主。
螺旋型空气压缩机支承端部的内孔和装配面是影响零件加工质量的重要因素,其加工精度要求最大,通常不超过IT8。螺杆式空压机轴承座内孔的行为公差直接影响到螺杆式空压机轴承座的装配及使用精度,因此孔面要求较严格,其误差不大于尺寸的百分之10。
目 录
1 绪论 5
1.1此次体题目的内容和意义 5
1.2课题背景 6
2 螺杆式空压机轴承座的工艺分析 8
2.1.零件的机械加工工艺毛坯及类型 8
2.1.1零件的作用 8
2.1.2 零件的工艺分析 9
2.1.3 确定零件的生产类型 10
2.2 选择毛坯种类 11
2.2.3 确定毛坯尺寸 12
2.3 选择加工方法,制定工艺路线 13
2.3.1 定位基准的选择 13
2.3.2加工阶段的划分 13
2.3.3工序的集中与分散 14
2.3.4操作顺序的安排 14
2.3.5 确定工艺路线 14
2.3.6加工设备及夹具的选择 17
2.3.7主要工序切削用量以及基本时间定额的确定 17
3 钻孔夹具的设计 34
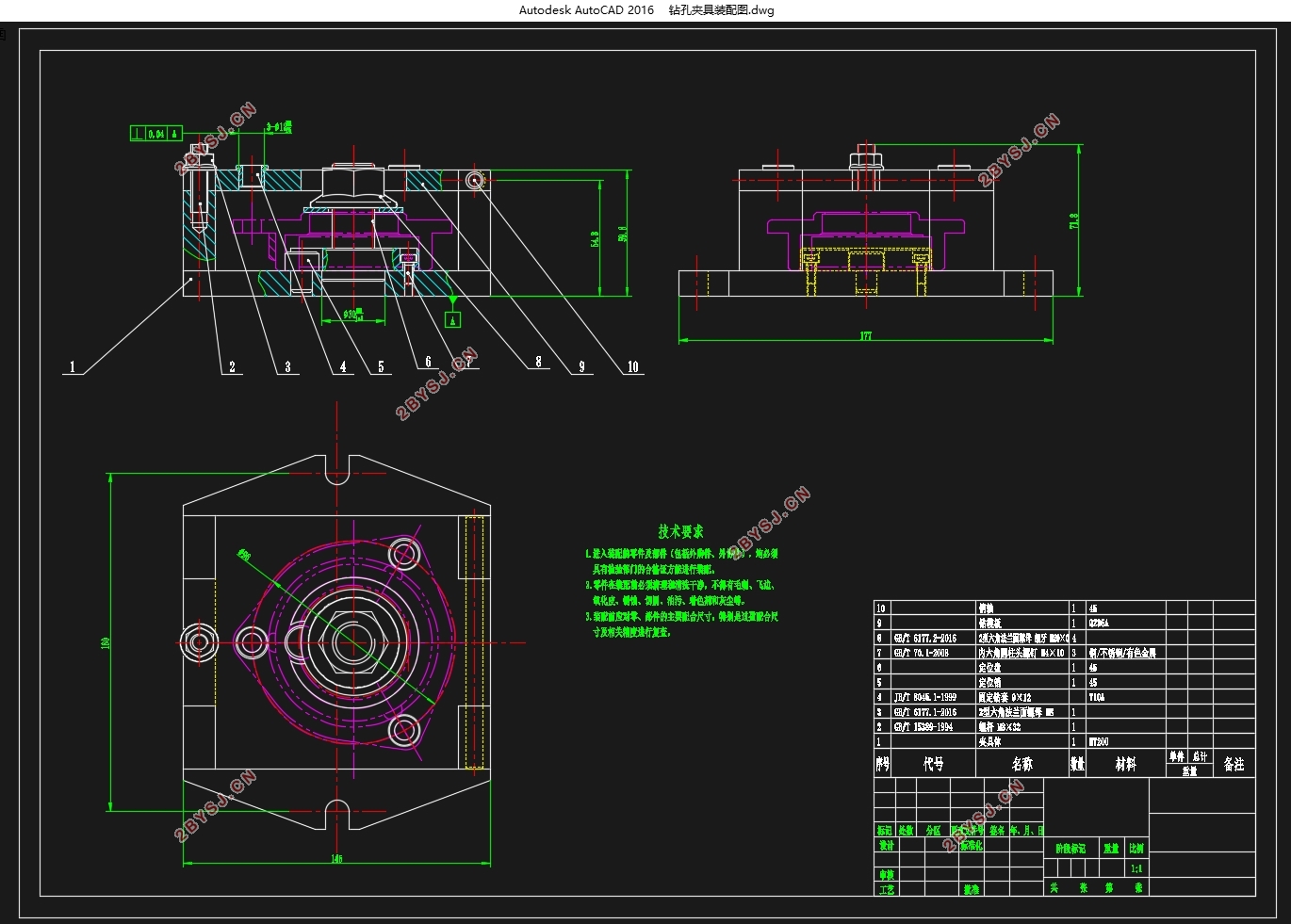
4.1 工件在夹具中的定位 34
4.2 夹具的组成 35
4.3切削力及夹紧力的计算 35
4.5夹具图纸的绘制 36
总 结 37
参 考 文 献 38
致 谢 39