
轴承座加工工艺及夹具设计(含CAD零件图装配图,工艺卡工序卡)
无需注册登录,支付后按照提示操作即可获取该资料.
轴承座加工工艺及夹具设计(含CAD零件图装配图,工艺卡工序卡)(任务书,开题报告,论文说明书10000字,CAD图纸4张,工艺卡,工序卡)
摘 要
轴承座加工工艺及夹具设计在机械加工中占有十分重要的地位。传统的机床使用的轴承座加工工艺及夹具设计存在工作强度大,而且操作维护也不方便,这给生产带来很大的困难,特别是增加了工人的工作强度,而且费工费时,若果轴承座加工工艺及夹具设计不够紧凑的情况下,生产的产品品质就大打折扣,这会使得生产的成本增加了很多,同时也影响了公司企业或工厂的效益和名誉,生产效率也会降低很多,所以着手设计全新的轴承座加工工艺及夹具设计装置势在必行。课题提出一种全新的轴承座加工工艺及夹具设计设计,不仅降低了引进设备的成本增加,还可以大大提高生产的精度和生产效率,此外本设计的轴承座加工工艺及夹具设计结构简单、工作性能十分可靠,同时也降低了工人的工作强度,所以轴承座加工工艺及夹具设计设计与制造将会产生很大的市场效益,具有十分良好的经济效益和可行性。
【关键词】 工艺,工序,夹具,定位,夹紧
零件的分析
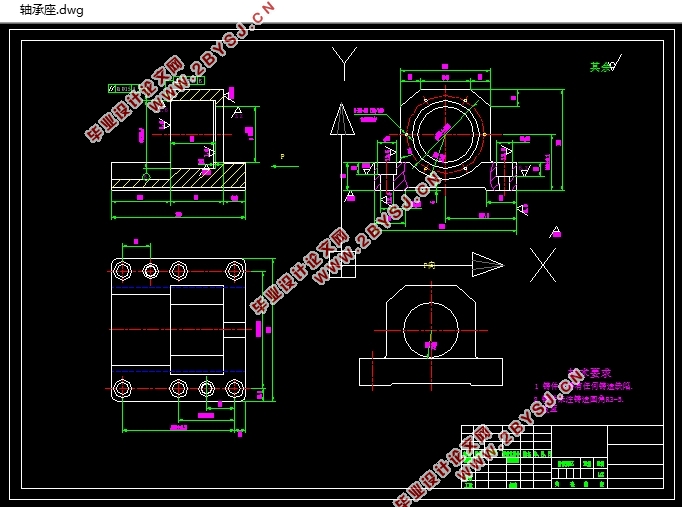
1.1 轴承座的结构
对于零件的结构分析对于轴承座加工工艺及夹具设计的设计十分重要。设计主要考虑的方面有设计是否符合要求、机械加工工艺是否合理、施加加工是否可能等等,特别是要考虑的是加工方便,而且加工的质量也要有所保证,同时要让加工需要的劳动强度处在最小化的状态。
1.2 轴承座的工艺要求及工艺分析
在设计的时候,考虑各种性因素可以知道设计出轴承座零件工程图纸
本次设计的轴承座零件,它们的作用是固定支撑。
根据设计的轴承座零件的机械结构之中,能够知道加工表面对于轴承座的需求,以及孔系的对轴承座要求的重要性。加工表面的要求要满足平面加工的精度,孔系加工的精度要严格按照设计尺寸制造。所以在轴承座零件加工的时候,在孔和平面的关系上要处理严谨。主要关注一下几个方面:
(1)各表面加工方案的确定
在设计本轴承座时,结构的重要性对于设计要求的重要性不言而喻,所以在设计的时候,必须思考加工工艺这方面的问题。那么权衡设计和工艺是必不可少的问题。此外在设计时除了要考虑轴承座的精度和效率两方面考虑之外,还需要考虑经济成本的因素影响。
(2)各表面和孔的要求
①加工的方式方法对于加工表面的精度和表面质量具有十分重要的影响,所以在选择加工的方式方法时需要严格按照技术要求执行。
②在生产过程中由于受到市场需求产品的影响,为了节约成本所以在小批量或者单件的加工时,用通用设备加工即可,在大批量生产中,需要采用高效率的专用设备。
③因为轴承座使用场合的不同要求,所以对于加工材料的选择也至关重要。
④在选择工厂或车间加工时,需要考虑实际的设备情况和技术方式,另一方面也可以加工方法和设备的更换或者创新,以此用来在工艺水平上进行提高。
⑤其他因素此,比如说物理性能、工件形状等等。
轴承座的工艺有3组加工面的分别为
1,以顶端面为基准的加工面,这组加工面包括铣下端面。
2:以下端面为基准的加工面,这个主要是铣高50mm台阶面,钻6-Φ22孔,锪孔Φ33。
3:以下端面和2-Φ22孔为基准的加工面,这组加工面主要是铣轴承座孔2端面,车Φ99和Φ120内孔,车2x1退刀槽,钻2-Φ18销孔,锪孔2-Φ28,钻6-M6-6H螺纹孔。

目录
摘 要 3
Abstract 错误!未定义书签。
第一章 零件的分析 3
1.1 轴承座的结构 3
1.2 轴承座的工艺要求及工艺分析 3
第二章 工艺规程设计 3
2.1 选择毛坯 3
2.2 确定定位基准 3
2.2.1 粗基准的选择 3
2.2.2 精基准的选择 3
2.3 工艺路线的拟定 3
2.3.1工序的合理组合 3
2.3.2工序的集中与分散 3
2.3.3加工阶段的划分 3
2.3.4加工方案的比较 3
2.4 确定切削用量及工时 3
2.4.1铣下端面 3
2.4.3钻6-Φ22孔,锪孔Φ33 3
2.4.4 铣轴承座孔2端面 3
2.4.5 车Φ99和Φ120内孔,车2x1退刀槽 3
2.4.6钻2-Φ18销孔,锪孔2-Φ28 3
2.4.7钻6-M6-6H螺纹孔 3
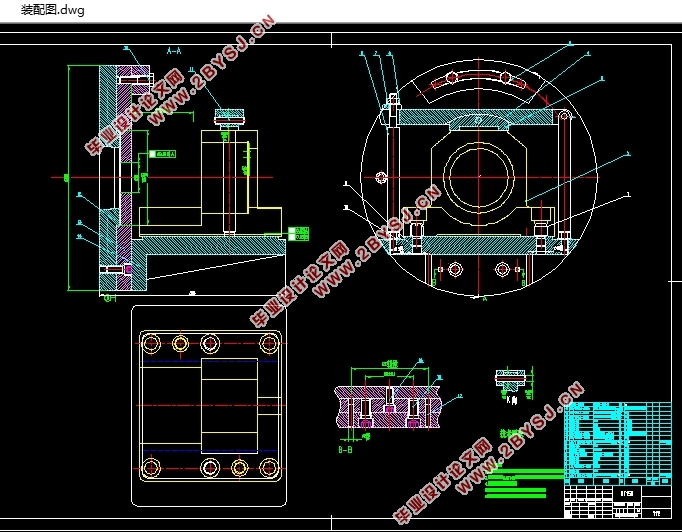
第三章 夹具设计 3
3.1专用夹具简介 3
3.2 问题的提出 3
3.3 夹具的设计 3
3.3.1 定位基准的选择 3
3.3.2 切削力及夹紧力的计算 3
3.4误差分析 3
3.5夹具设计及操作说明 3
总 结 3
致 谢 3
参 考 文 献 3