
铣床工作台机械加工工艺及铣削T形槽夹具设计(含CAD零件图夹具装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
铣床工作台机械加工工艺及铣削T形槽夹具设计(含CAD零件图夹具装配图)(开题报告,论文说明书9500字,CAD图纸5张,工艺卡,工序卡)
摘要
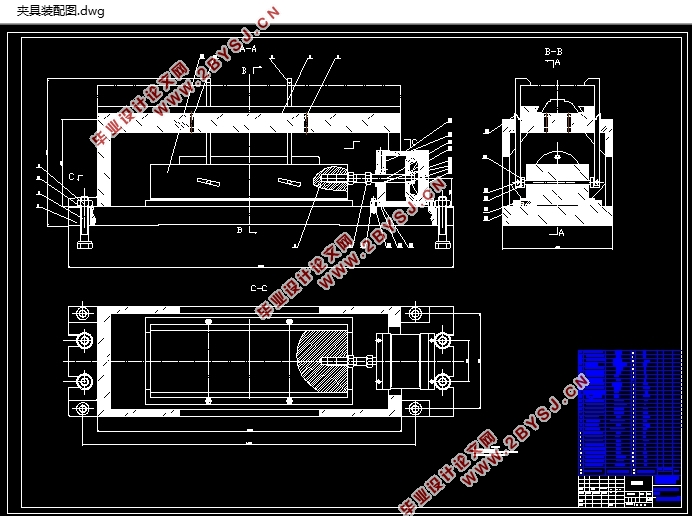
本文介绍了X5032铣床工作台的毛坯的制造形式及其等级从而确定出其加工余量、基准的选择以及根据设定的基准而制定的较为合理的工艺路线、之后根据加工条件等综合因素确定出工作台的整个加工过程中的切削用量以及加工工时。最后在设计夹具的时候,考虑到工作台的作用及使用要求设定出夹具的定位基准为燕尾导轨面,而夹紧方式采用了汽动滑块的斜面来夹紧,从而实现了铣床工作台铣T形槽的机械加工。
关键字:铣床工作台、工艺、燕尾导轨、夹具、T形槽
零件分析
1.1零件的作用
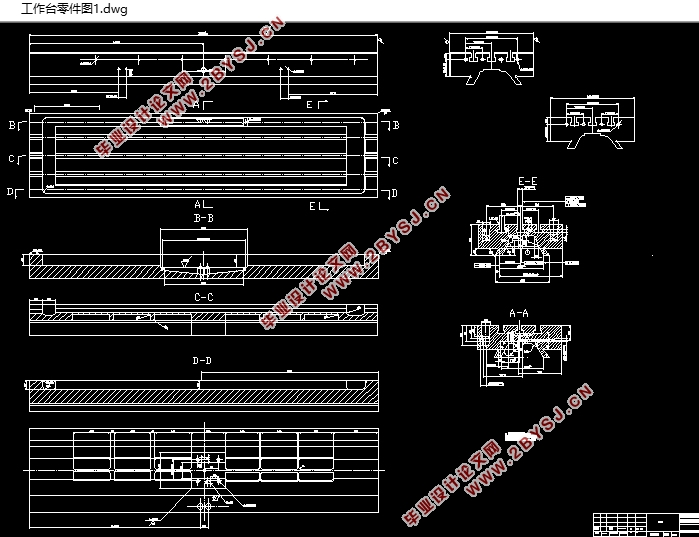
题目给定的零件是数控铣床XK5032A工作台,其规格是1325×320有三条T形槽。工作台是安装在铣床床鞍上的部件,其主要作用是用于装夹工件或铣床夹具,并带动工件或夹具作纵向直线运动,以实现对工件的切削加工。
1.2零件的工艺分析
铣床工作台共有六组加工表面,它们之间有一定的尺寸和位置要求。现分述如下:
(1)工作台的上表面为一组的加工表面
这一组加工表面包括:铣面积为1325×320的工作台的上表面及倒角,它对工作台底面平行度公差为0.025/100,铣削三条T形槽及其倒角,排液槽的倒角,钻排液孔 16。其中主要加工表面为铣工作台的上表面和铣削三条T形槽。
(2)工作台的下表面为一组的加工表面
这一组加工表面包括:铣工作台的下表面的加工,铣燕尾导轨面和退刀槽,铣与螺母配合的表面及钻螺纹孔4-M12和2-M8。其中主要加工表面为工作台的下表面和燕尾导轨面。
(3)工作台的前表面为一组加工表面
这一组加工表面包括:铣工作台的前表面的加工与倒角,钻螺纹孔6-M6和4-M6底孔,直径为 9的孔与孔 。
(4)铣工作台的后表面的加工
(5)工作台的左表面为组的加工表面:铣工作台的左表面与倒角,钻螺纹孔4-M10底孔。
(6)工作台的右表面为组的加工表面:铣工作台的右表面与倒角,钻螺纹孔4-M10底孔。
目录
中文摘要 Ⅰ
英文摘要 Ⅱ
第1章 零件的工艺分析 2
1.1零件的作用 2
1.2零件的工艺分析 3
第2章 工艺规程的设计 3
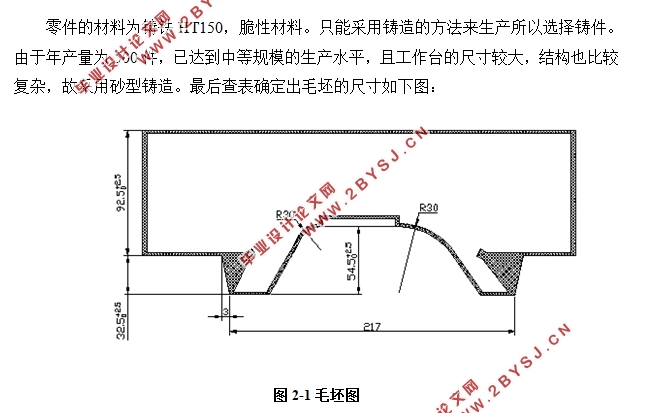
2.1 毛坯的选择 3
2.2基准的选择 3
2.2.1 粗基准的选择 3
2.2.2 精基准的选择 3
2.3 制定工艺路线 3
2.4 加工方法的确定 4
2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 5
2.6切削用量及工时的确定 6
第3章 夹具设计 29
3.1 问题的提出 29
3.2 夹具设计 29
3.2.1 夹具的作用 29
3.2.2 夹具应满足的条件 29
3.2.3 定位基准的确定 29
3.2.4 切削力及夹紧力的计算 30
3.2.5 定位误差分析 31
3.2.6 液压控制回路的确定 32
3.2.7 夹具的使用及维护 32
第4章 结论 33
致谢 34
参考文献 35