YD480气缸盖螺钉孔加工专机(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
YD480气缸盖螺钉孔加工专机(含CAD零件图装配图)(说明书5000字,CAD图纸10张)
产品结构的分析
YD480柴油机由下列机构和系统组成:
①机体和气缸盖;②曲柄连杆机构;③供给系;④配气机构
⑤;点火系;⑥冷却系;⑦润滑系;⑧起动装置。
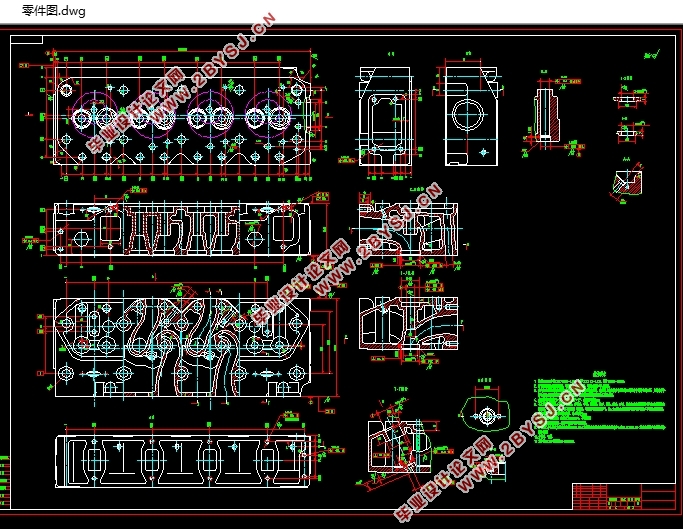
气缸盖是柴油机重要大件之一,装在气缸体上部,用于密封气缸的上平面。它与活塞顶共同形成燃烧室空间。气缸盖上通常装有喷油器,进、排气门,进、排气管和摇臂轴总成等,以及进、排气道,冷却水套和油道布置在上面。
气缸盖的作用是密封气缸,与活塞顶部一起组成燃烧室,因此承受很大的机械负荷和热负荷。气缸盖中有进、排气门及其气道、火花塞或喷油器,对于非直喷柴油机来说还有涡流室或预燃室,对顶置凸轮内燃机来说还有凸轮轴及其轴承等。为了保证燃烧室的可靠密封,气缸盖上螺栓孔的位置的布置应合理,螺栓孔的加工精度要求应高,否则无法密封气缸,气缸表面尚未工作就发生很大的变形,这样,活塞环不能很好地工作,漏气增加,气缸磨损加剧,机油消耗大增。
气缸盖受到燃气的加热和气体的作用,会产生较大的热应力和弯曲应力,如刚度不足或使用不当,就会产生变形甚至于开裂,引起漏气和冲破气缸垫的故障。
气缸盖与机体的连接是通过气缸盖螺栓孔用气缸盖螺栓连接的。气缸盖螺栓孔总共有10个,其中有两个孔兼作位孔定,两个定位孔在加工中心加工。另八个孔在此专机上加工。
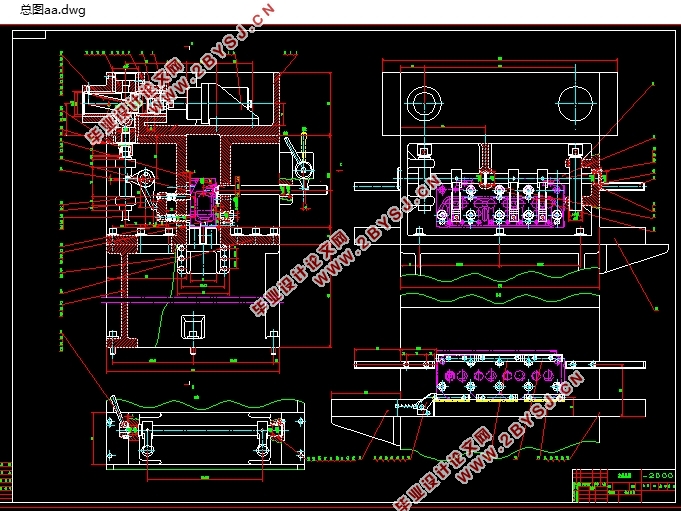
组合机床方案的制定
1、根据被加工零件的:精度要求、加工工序内容
由于所加工的孔直径φ15,深90属于深长孔,组合机床采用卧式,左右主轴箱先后从两面加工。采用钻削就可以达到所需要求。八个孔在一次钻削中完成,这样符合工序集中原则。
2、根据被加工零件的特点
根据被加工零件的形状、结构特点,以及近代机械加工主要发展方向中工序集中的原则,考虑设计组合机床,运用多刀(相同或不同刀具)集中在一台机床上同时完成8个孔的加工,从而提高生产率。而且,提高了工序集中程度,减少机床台数、占地面积、节省人力,取得理想的效益。本机床属于同类型工序集中,简化了循环和结构这8个孔间有相对位置要求,工序集中,以获得较高的位置精度,便于装配。
3、根据零件的生产批量,确定机床的复杂程度、通用化程度;零件的结构工艺性、加工精度、机床调整的可能性及经济性对配置都有不同的影响。为使工件在流水线上运输方便,采用侧面朝下的安装方法,手动插销、液压夹紧工件的固定式夹具型式,不仅缩短安装时间,而且提高了定位精度。这样机床就选用卧式,夹具设计相对容易,切屑易排出,不影响加工精度。根据经验及类比,将刀具导向靠近工件,减少刀具与导向的间隙,提高主轴与导向的同轴度,能达到产品图纸及工艺文件提出的工艺要求。