
连杆的工艺及夹具设计(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
连杆的工艺及夹具设计(含CAD零件图装配图)(论文说明书9000字,CAD图纸7张,工艺卡,工序卡)
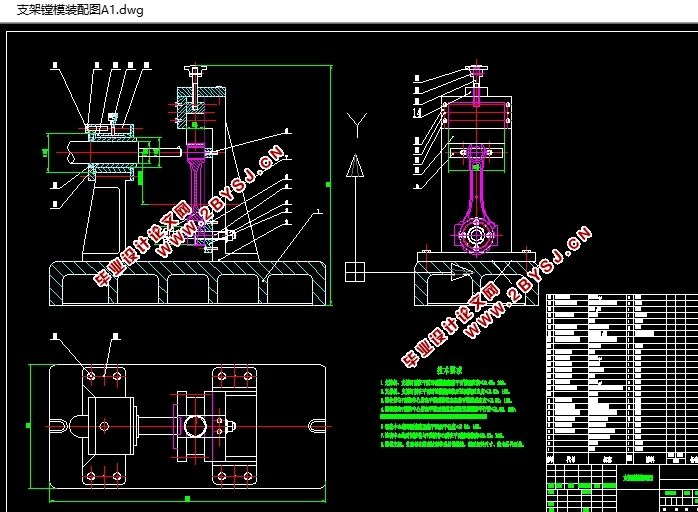
本次论文的内容首先分析连杆零件的尺寸、材料、可加工性。先确定锻造毛坯尺寸,毛坯是针对连杆零件的形状尺寸和材料确定的,其次是规划连杆零件的基本工艺路线,最后才进行机床夹具的设计及绘制。本设计中的连杆零件采用锻造毛坯,节省了成本,生产效率也很高。根据零件的结构特点,先加工容易加工的平面,以此为基准,再进行孔和槽的精加工。在特定的工序设计了相应的加工夹具,从而辅助机床进行批量加工。
零件的作用
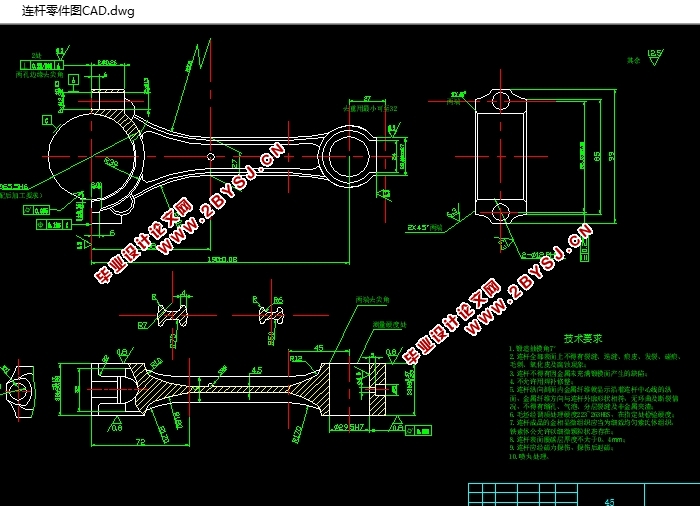
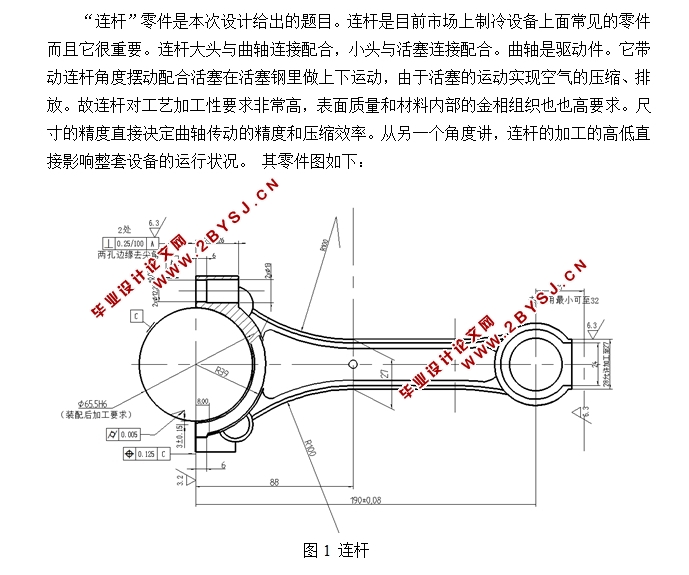
“连杆”零件是本次设计给出的题目。连杆是目前市场上制冷设备上面常见的零件而且它很重要。连杆大头与曲轴连接配合,小头与活塞连接配合。曲轴是驱动件。它带动连杆角度摆动配合活塞在活塞钢里做上下运动,由于活塞的运动实现空气的压缩、排放。故连杆对工艺加工性要求非常高,表面质量和材料内部的金相组织也也高要求。尺寸的精度直接决定曲轴传动的精度和压缩效率。从另一个角度讲,连杆的加工的高低直接影响整套设备的运行状况。
目录
摘要 Ⅰ
Abstract Ⅱ
第一章 绪论 1
第二章 零件的分析 3
2.1 零件的作用 3
2.2 零件的工艺分析 3
2.3 连杆加工加工方案加工顺序的排布 4
第三章 工艺规程的设计 5
3.1 连杆加工定位基准的选取 5
3.1.1 粗基准的选取 5
3.1.2 精基准的选择 5
3.2 连杆加工主要工序安排 5
3.3 机械加工余量、工序尺寸及毛坯尺寸的确定 6
第四章 确定机床切削用量及基本工时 12
4.1主要工序的机床切削用量 7
4.2基本工时的计算 9
第五章 连杆镗孔夹具设计 12
5.1 问题的提出 12
5.2 工件在夹具中的定位 12
5.3 夹具的组成 12
5.4夹具设计 12
5.4.1选择定位基准 12
5.4.2切削力及夹紧力的计算 12
5.5定位误差的分析 13
5.6 确定夹具总体结构 14
5.7 夹具图纸的绘制 14
结 论 17
参考文献 17
致 谢 18