
麻花钻螺旋槽加工及其成形铣刀设计(含CAD图,UG三维图)
无需注册登录,支付后按照提示操作即可获取该资料.
麻花钻螺旋槽加工及其成形铣刀设计(含CAD图,UG三维图)(外文翻译,论文说明书10000字,CAD图1张,UG三维图1张)
摘要:麻花钻是日常生产与生活中最常用的孔加工刀具,需求量巨大,使用成形铣刀加工是其螺旋槽成形的重要方法之一,因此加工麻花钻螺旋槽应当设计合适的成形铣刀。本文主要研究了加工麻花钻成形铣刀的设计方法,并仿真模拟成形铣刀加工麻花钻。通过对成形铣刀的廓形与结构进行设计计算设计出合适的成形铣刀,提升加工螺旋槽的效率,从而提升了麻花钻的生产效率。
关键词:成形铣刀 ;麻花钻;运动仿真
The machining of spiral groove and the design of forming milling cutter
Abstract:Twist drill is commonly used in the daily production and life of hole machining tool, and the huge demand, use forming milling cutter machining is one of the important methods of the spiral groove forming, so the processing of twist drill spiral groove shall be design suitable forming milling cutter. This paper mainly studies the design method of machining twist drill, and simulates the machining of twist drill. Through the design and calculation of the profile and structure of the formed milling cutter, the suitable forming milling cutter is designed to improve the efficiency of spiral groove, thus improving the production efficiency of the twist drill.
Keywords:Forming milling cutter,Twist drill,Motion simulation
2.1概述
麻花钻是最生产中最常用的孔加工刀具,既可以在实心的物体上进行钻孔也可以在原有的孔上进行扩大,可加工的范围为0.1mm至80mm。一般常用的麻花钻我的螺旋槽为两条,起导向切削以及排屑的作用。麻花钻主要加工精度较低或者粗糙度较高的孔,根据其材料不同可分为碳素钢麻花钻、高速钢麻花钻以及硬质合金麻花钻,现最常用的麻花钻为高速钢麻花钻。
2.2标准麻花钻的结构
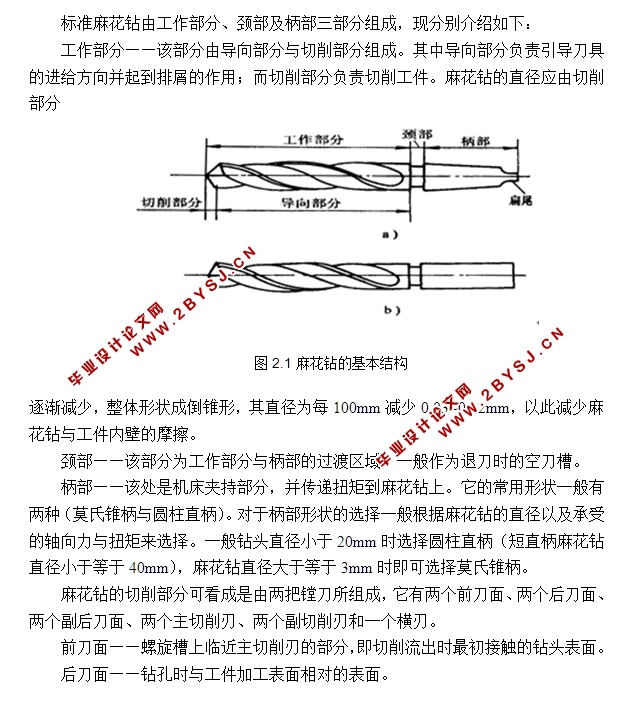
标准麻花钻由工作部分、颈部及柄部三部分组成,现分别介绍如下:
工作部分——该部分由导向部分与切削部分组成。其中导向部分负责引导刀具的进给方向并起到排屑的作用;而切削部分负责切削工件。麻花钻的直径应由切削部分
图2.1麻花钻的基本结构
逐渐减少,整体形状成倒锥形,其直径为每100mm减少0.03~0.12mm,以此减少麻花钻与工件内壁的摩擦。
颈部——该部分为工作部分与柄部的过渡区域,一般作为退刀时的空刀槽。
柄部——该处是机床夹持部分,并传递扭矩到麻花钻上。它的常用形状一般有两种(莫氏锥柄与圆柱直柄)。对于柄部形状的选择一般根据麻花钻的直径以及承受的轴向力与扭矩来选择。一般钻头直径小于20mm时选择圆柱直柄(短直柄麻花钻直径小于等于40mm),麻花钻直径大于等于3mm时即可选择莫氏锥柄。
麻花钻的切削部分可看成是由两把镗刀所组成,它有两个前刀面、两个后刀面、两个副后刀面、两个主切削刃、两个副切削刃和一个横刃。
前刀面——螺旋槽上临近主切削刃的部分,即切削流出时最初接触的钻头表面。
后刀面——钻孔时与工件加工表面相对的表面。
副后刀面——钻孔时与工件加工表面相对的表面。
主切削刃——前刀面与后刀面相交而形成的刃口。
副切削刃——前刀面与副后刀面相交而形成的刃口。
横刃——两个后刀面相交而形成的刃口。
2.2麻花钻基本参数与材料选择
由设计题目麻花钻的直径为40mm,可知麻花钻的螺旋角为30°,锋角为118°,后角为8°,横刃斜角为40°——60°,刃宽23.6mm,刃带宽2.1mm。
麻花钻的材料采用碳素工具钢T10,该材料使用较为广泛,常用于制作各种对切削力要求较低,切削条件较差且具有锋利刀口的刀具,如麻花钻等。


目 录
摘要 I
Abstract II
第一章绪论 1
1.1研究的目的及意义 1
1.2国内外研究现状 1
1.3研究内容 2
1.4小结 3
第二章麻花钻 4
2.1概述 4
2.2标准麻花钻的结构 4
2.2麻花钻基本参数与材料选择 5
2.3小结 6
第三章成形铣刀 7
3.1概述 7
3.2成形铣刀的材料选择 7
3.3成形铣刀的廓形设计 7
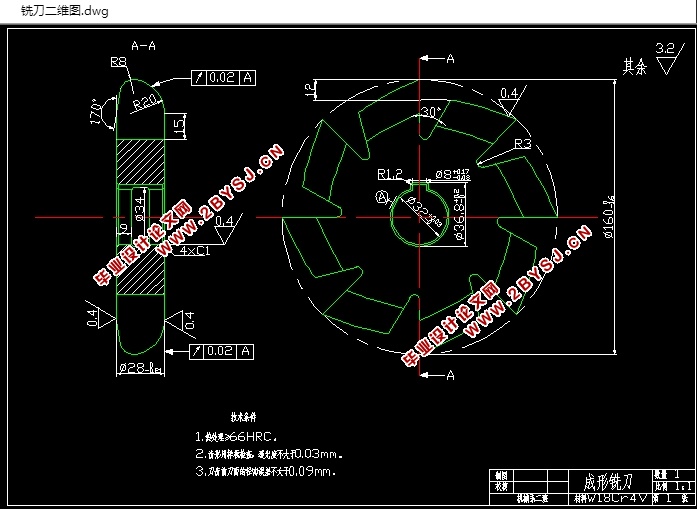
3.4成形铣刀的技术条件 15
3.5成形铣刀工作图 16
3.6小结 16
第四章麻花钻与成形的建模和仿真 17
4.1ug的概述 17
4.2刀具的建模 17
4.2.1麻花钻的建模 17
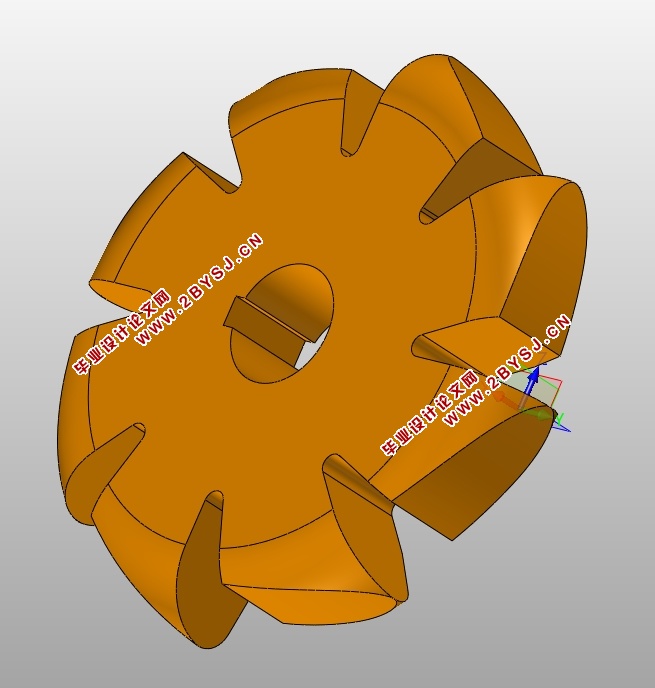
4.2.2成形铣刀的建模 21
4.2.3其它部分的建模 24
4.3工件的装配 26
4.4运动仿真 27
4.5小结 28
第五章总结 29
5.1总体评价 29
5.2成果展望 29
参考文献 30
致谢 31
附录A外文文献 32
附录B中文翻译 46