
1105柴油机中摇臂结合部的气门摇臂轴支座的机械加工工艺及夹具设计
无需注册登录,支付后按照提示操作即可获取该资料.
1105柴油机中摇臂结合部的气门摇臂轴支座的机械加工工艺及夹具设计(含CAD图,CREO三维图)(开题报告,外文翻译,论文说明书13000字,CAD图7张,CREO三维图,工艺卡,工序卡)
摘要:气门摇臂轴支座是柴油机气门系统上一个重要部件,用来装配摇臂轴和减压轴,调节柴油机轴端气压,并设计有排油孔,用于润滑轴的润滑油排出。而目前课题要求是设计出气门摇臂轴支座的加工工艺以及夹具设计。因此,毛坯设计和工艺分析是亟待解决的问题。
根据以上问题,本文设计出相应的办法予以解决。对零件进行分析,设计加工工艺,使用砂型铸造对零件进行毛坯铸造,通过铣削和钻削处理毛坯达到零件需要,并设计φ16和φ18孔加工的相应夹具。
该工艺以制造出需要零件为目的,具有方法简单、成本低、易于制造等特点,同时对零件加工时候的专用夹具进行完善,最后解决气门摇臂轴支座的加工问题。
关键词:砂型铸造;铣削;钻削;夹具
Machining process and fixture design of valve rocker shaft support for rocker arm joint part of diesel engine 1105
Absrtact: the valve rocker arm shaft support is an important part in the valve system of diesel engine. It is used to assemble the rocker shaft and the decompression shaft, to regulate the air pressure at the shaft end of the diesel engine, and to design a oil hole for the lubricating oil discharge of the lubricating shaft. At present, it is necessary to design the machining technology and fixture design of the valve rocker shaft support. Therefore, blank design and process analysis are urgent problems to be solved.
According to the above problem, this article designs the corresponding method to solve. Design the processing technology, use sand mold casting to cast the blank of the part, and through milling and drilling, the blank can meet the requirements of the part, and design corresponding fixtures for Φ 16 and Φ 18 hole processing.
The process aims at manufacturing the required parts, and has the characteristics of simple method, low cost, easy manufacture and the like. at the same time, the special fixture for processing parts is improved, and finally, the processing problem of valve rocker shaft supports is solved.
Keywords: Sand casting; Milling; Drilling; Fixture
2.1零件的分析
2.1.1零件的结构分析
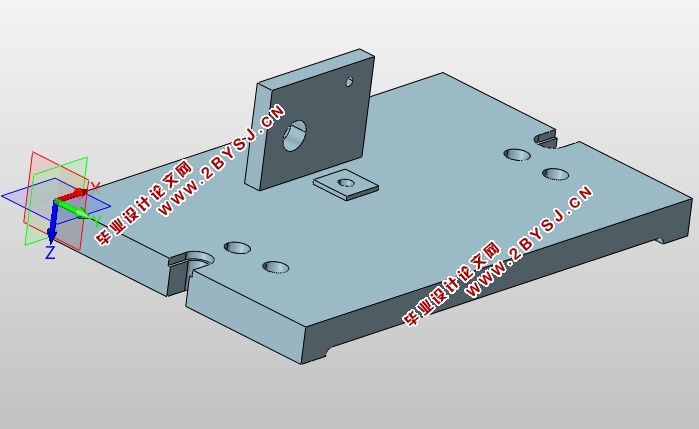
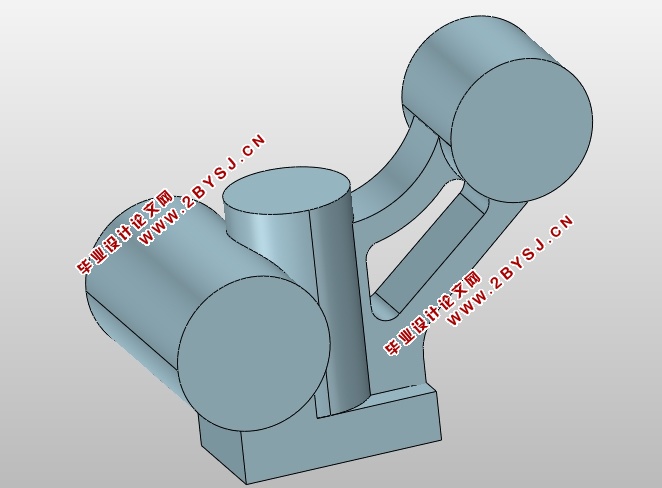
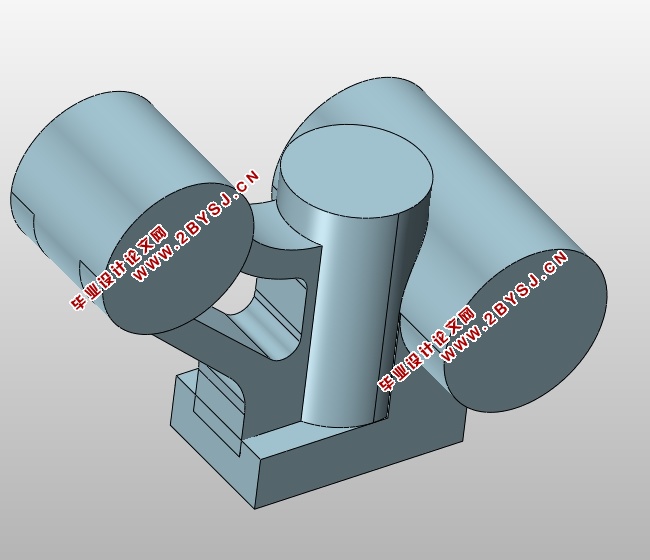
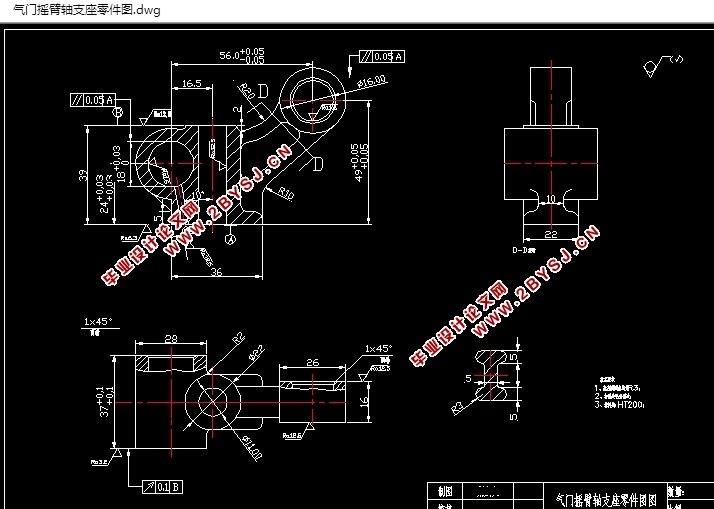
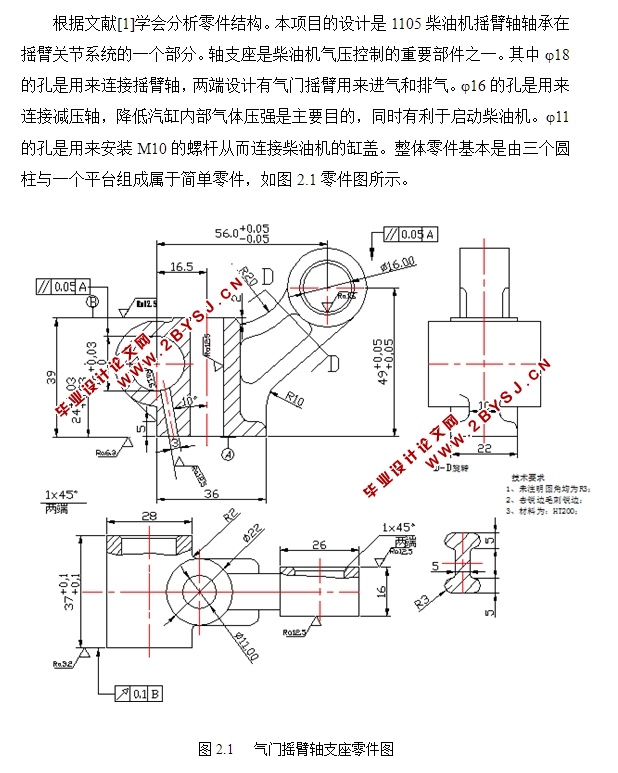
根据文献[1]学会分析零件结构。本项目的设计是1105柴油机摇臂轴轴承在摇臂关节系统的一个部分。轴支座是柴油机气压控制的重要部件之一。其中φ18的孔是用来连接摇臂轴,两端设计有气门摇臂用来进气和排气。φ16的孔是用来连接减压轴,降低汽缸内部气体压强是主要目的,同时有利于启动柴油机。φ11的孔是用来安装M10的螺杆从而连接柴油机的缸盖。整体零件基本是由三个圆柱与一个平台组成属于简单零件,如图2.1零件图所示。
2.2.2零件的精度分析
为了便于工艺分析,对轴支座零件进行精度分析,并重新进行绘制。得到了完整的尺寸,正确的视图,完整的公差和必要的技术要求。轴支座的材料使用的是HT200,灰铸铁具有:铸造性能优良、加工工艺简单的优点,同时它脆性高、塑性差、磨削性差。本课题零件需要加工的部分主要集中于平面铣削和孔的钻扩铰。经过分析零件图,得知零件的加工精度要求如下:
1、 的通孔中轴线与 孔的中轴线距离尺寸为16.5mm;
2、 圆柱中间需要加工 的通孔并倒1×45°倒角。同时零件图要求 的通孔和 通孔的工艺性要求较高,位置精度要求距离56mm,同时它们的中轴线与底平面的平行度要保证为0.05;
4、 孔两端需要倒 角。同时它的中轴线与底平面的平行度要保证为0.05;中轴线的圆跳动公差要求为0.1。
5、 排油孔需要偏10°钻孔,精度要求较低。
根据文献[2]所述,对零件精度分析知道,孔的尺寸加工精度要求较高同时要保证孔与孔之间的距离尺寸以及孔的轴线与底平面的平行度分析。孔与端面之间有倒角,也需要保证此尺寸。
2.2.3 零件的粗糙度分析
1、 圆柱上端面、中间 孔表面粗糙度和 圆柱的前后端面的粗糙度要求为12.5,粗糙度要求较低,可以只进行粗加工就可得到;
2、底平面的粗糙度要求为6.3,并且它也是零件后期加工的重要定位基准,所以需要进行粗加工和半精加工;
3、 圆柱前后端面粗糙度为3.2,因此在机加工是需要进行粗加工、半精加工以及精加工,最后达到粗糙度要求;
4、 孔和 孔的表面粗糙度精度较高,为1.6,因此需要进行钻、扩、粗铰和精铰才可以达到精度要求;
5、 的排油孔粗糙度为12.5,要求较低,所以只进行钻即可。
总的来说,课题零件是简单零件,没有太多的曲面加工。
目录
摘要 I
Absrtact II
第一章 绪论 1
1.1课题研究的目的与意义 1
1.1.1 课题研究目的 1
1.1.2研究意义 1
1.2课题主要研究现状与内容 1
1.2.1发展现状 1
1.2.2夹具的发展现状 2
1.2.3课题主要研究内容 3
第二章 气门摇臂轴支座的工艺分析 5
2.1零件的分析 5
2.1.1零件的结构分析 5
2.2.2零件的精度分析 6
2.2.3 零件的粗糙度分析 6
2.2零件毛坯的设计 7
2.2.1选择毛坯种类 7
2.2.2确定毛坯尺寸及加工总余量 8
2.2.3设计毛坯图 9
第三章 工艺路线设计 11
3.1 定位基准的选择 11
3.2零件的表面加工 11
3.3工序顺序安排 12
3.3.1机械加工遵循原则 12
3.3.2 热处理工序 12
3.3.3 辅助工序 13
3.3.4 确定工艺路线 13
第四章 加工设备的选择及切削用量的确定 15
4.1 加工设备及测量量具应用 15
4.2机械加工工艺的加工余量 16
4.3 切削用量和基本加工时间的确定 17
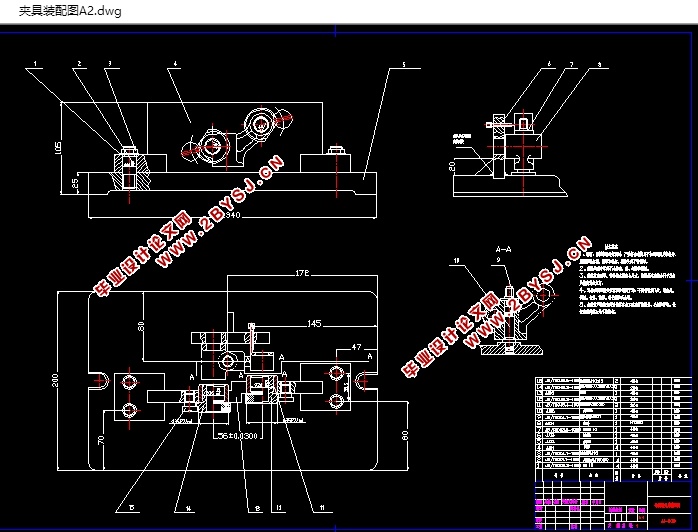
第五章 气门摇臂轴支座专用夹具设计 31
5.1 确定夹具的结构方案 31
5.1.1确定定位方案,选择定位原件 31
5.1.2 孔加工导向装置的确定 32
5.1.3 选择夹紧原件 33
5.1.4 选择辅助定位原件 33
5.2设计夹具体 34
总结 35
参考文献 37
致谢 39
附录A 外文翻译 41