
CA6140车床主轴箱的加工工艺及工装设计(含CAD零件夹具图,工艺工序卡)
无需注册登录,支付后按照提示操作即可获取该资料.
CA6140车床主轴箱的加工工艺及工装设计(含CAD零件夹具图,工艺工序卡)(论文说明书11000字,CAD图纸5张,工艺卡,工序卡)
摘 要
箱体是对零部件有包容,支撑的作用,让它们保持一定的相应位子,而得到正常的运动关系和定量的精度,它还为它里面的零件起到了很好的润滑条件,进而,它具备安全保护和密封的作用并带有有一定的隔绝震动的作用,起到保护内部零件不受到外部损害的作用。所以在日常的生活学习工作中应用得十分广泛,也起到十分重要的作用。这次设计能让我们很熟练使用机械制造工艺学这门课程中的基本理论以及在生产实习中学到的实践知识,能正确地解决一个零件在加工中的定位,夹紧以及工艺路线的安排,工艺尺寸确定等一系列的问题,保证零件的加工质量的确定。另外一方面毕业设计是在教学程序中一个不能缺少的实践性很强的十分重要的一环。它的目的在于培养学生能够正确的拥有机械设计能力。一般按照零部件图条件以及要求,需要完成零部件的加工工艺规程设计,让制造方向的学生能够熟练的掌握所学课本上的专业知识,培养学生提高动手的能力,能够达到活学活用的境地。
关键词:毛坯剩余量;工艺;工序;切削用量;夹具;定位;误差
零件的作用
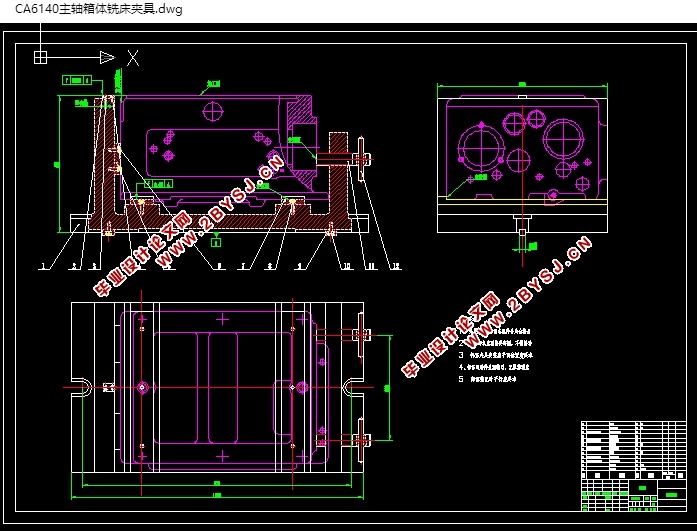
题目给出的零件是C6140主轴箱体,它的主要的作用是用来支承、固定的。它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速,同时主轴箱分出部分动力将运动传给进给箱。主轴箱中的主轴是车床的关键零件。主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值也将大打折扣。
2.2零件的工艺分析
零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,减震性能良好。传动箱体需要加工表面以及加工表面的位置要求。现分析如下:
(1)主要加工面:
1)铣上下平面保证尺寸100mm,平行度误差为0.03
2)铣侧面保证尺寸62与20与下平面的平行度误差为0.02
3)镗上、下面平面各孔至所要求尺寸,并保证各位误差要求
4)钻侧面4—M6螺纹孔
5)钻孔攻丝底平面各孔
(2)主要基准面:
1)以下平面为基准的加工表面
这一组加工表面包括:传动箱上表面各孔、传动箱上表面
2)以下平面为基准的加工表面
这一组加工表面包括:主要是下平面各孔及螺纹孔

目 录
引 言 1
摘 要 2
1.前 言 4
1.1课题背景及发展趋势 4
1.2设计夹具的基本要求 5
2.主轴箱体加工工艺规程设计 6
2.1零件的作用 6
2.2零件的工艺分析 6
2.3主轴箱体加工的主要问题和工艺过程设计所应采取的相应措施零 6
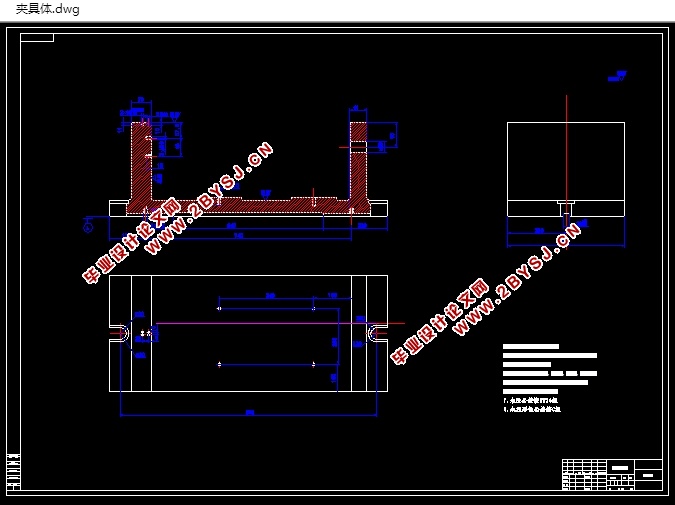
3.专用夹具设计 22
3.1问题的提出 22
3.2定位元件的选择 22
3.3定位基准的选择 22
3.4工件加工精度分析 22
3.5切削力和夹紧力的计算 23
3.6夹具设计及操作的简要说明 23
4.总结 25
参考文献 26