
815举升钢管加工工艺及专用夹具设计(solidwork三维,cad)
无需注册登录,支付后按照提示操作即可获取该资料.
815举升钢管加工工艺及专用夹具设计(solidwork三维,cad)(设计说明书16800字,cad图,solidwork三维图)
编号F201000815液压举升钢管,为山东省临沂市山东临工集团金利液压有限公司定制的液压式挖掘机中的双泵恒功率负流量控制的液压系统中的关键部 件,大量应用在山东临工的挖掘机、装载机、刨沟机等领域。经过多年的发展,尺寸完善、设计合理,年使用量很大。目前临工金利液压有限公司委托徐州唯派工程 机械有限公司代为生产F201000815液压举升钢管(以下简称815举升钢管),本着校企合作、互惠互利的原则,徐州唯派工程机械有限公司委托徐州市 广播电视大学机电工程系代为设计815举升钢管加工工艺及专用夹具。
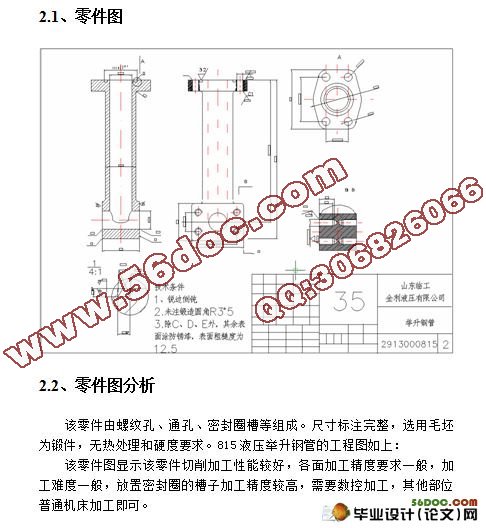
2.2、零件图分析
该零件由螺纹孔、通孔、密封圈槽等组成。尺寸标注完整,选用毛坯为锻件,无热处理和硬度要求。815液压举升钢管的工程图如上:
该零件图显示该零件切削加工性能较好,各面加工精度要求一般,加工难度一般,放置密封圈的槽子加工精度较高,需要数控加工,其他部位普通机床加工即可。
2.2.1、零件的结构特点
该零件主体由两孔形成,该零件顶部由一个直径为25mm的通孔和四个8×M10-6H的螺纹孔组成,顶座由四个直径为11mm的孔、一个4.2mm的密封圈槽及一个直径为30mm深度为189mm的孔组成。
2.2.2、零件的主要技术要求
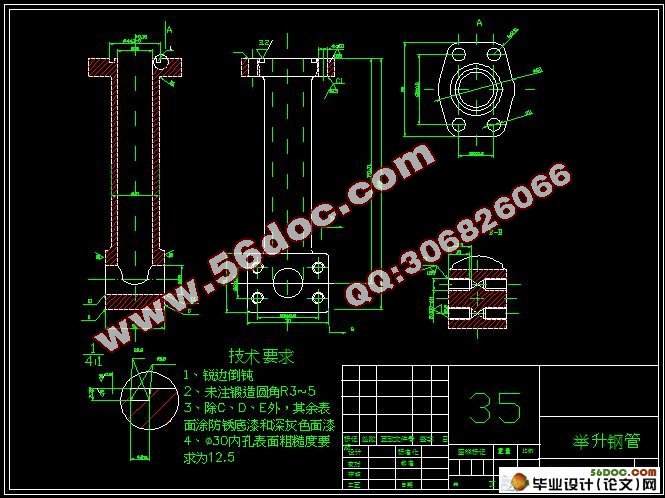
去除毛刺、倒钝锐角、未注锻造圆角R3-R、Ø30内孔表面粗糙度要求为12 .5 。
2.3、毛坯的类型及制造方法
零件的材料为45钢,考虑零件形状,由于零件的尺寸不大,而且有许多表面不需要切削加工,使用模锻毛坯。经锻造后高温回火,喷砂处理。
2.3.1、毛坯的技术要求
不得有裂纹、夹渣等缺陷、锻造拔模高度4°、喷沙、去毛刺。



目 录
目 录 I
第一章 绪论 1
1.1、概述: 1
1.2、软件介绍 1
1.3、仿真系统介绍 2
第二章 工艺方案分析 5
2.1、零件图 5
2.2、零件图分析 5
2.3、毛坯的类型及制造方法 6
2.4、机械加工工艺规程 7
2.5、加工工序划分的原则 8
2.6、确定加工方法 8
2.7、确定加工工序方案 8
2.8、图像模拟加工中工件的变化过程: 9
第三章 零件工艺性分析与毛坯的选择 11
3.1、零件工艺性分析 11
3.2、毛坯的选择 13
3.3、零件加工的基本工艺流程 14
3.4、基准的概念及分类 17
3.5、定位基准的选择 18
3.6、工艺路线的拟订 20
3.7、刀具的选择 24
3.8、冷却液的选择 26
3.9、加工余量的确定 29
设计小结 37
参考文献 39
作者简介 41