
举升钢管加工工艺设计(solidwork三维,cad)
无需注册登录,支付后按照提示操作即可获取该资料.
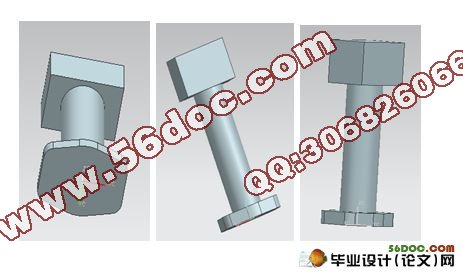
举升钢管加工工艺设计(solidwork三维,cad)(设计说明书15500字,cad图,solidwork三维图)
摘 要
夹具分为通用夹具、专用夹具、可调夹具、成组夹具、结合夹具、和自动夹具。机床夹具是在机械制造过程中用来固定加工对象使之占有正确位置,以接受加工或检测,并保证加工要求的机床附加装置。夹具有四部分组成:夹具体、定位元件、向元件及加紧元件。
我国的机械工业虽然取得了很大的成绩,但同工业发达国家相比,在生产能力、技术水平、经济效益和管理水平等方面,仍然存在不小的差距,还不能完成事业国民经济发展的需要。因此,我国的机械工业必须加快自身的科学技术的发展,通过技术改造,提高产品的设计水平,制造工艺水平和管理水平,使机电产品的质量和品种逐步达到和赶上工业发达国家的水平。
UG是UnigraphicsSolutions公司的拳头产品。该公司首次突破传统CAD/CAM模式,为用户提供一个全面的产品建模系统。UG最早应用于美国麦道飞机公司,他是从二维绘图 、数控加工编程、曲面造型等功能发展起来的软件。90年代初,美国通用汽车公司选中UG作为公司的CAD/CAE/CAM/CIM主导系统,这进一步推动了UG的发展。
此次,我所选的“815举升钢管加工工艺”课题设计,就是针对815就是钢管工件的两个侧面的加工以及在工件头的正面钻一个直径25的孔的一个专业夹具。在815举升钢管的夹具设计过程中我对815工件进行了精细测量,设计中必须保证重心在夹具中心轴线上,以保证夹具在机床上旋转稳定、不摆动。
毕业设计师让本专业学生完成教学计划的最后一个极为重要的实践性教学环节,是使学生综合运用所学知识与技能解决专业范围内的工程技术问题而进行的一次基本训练。这对学生即将从事的相关技术工作和未来事业的开拓都具有重要意义。
关键词:机械制造、举升钢管、夹具、钻孔、设计、装配
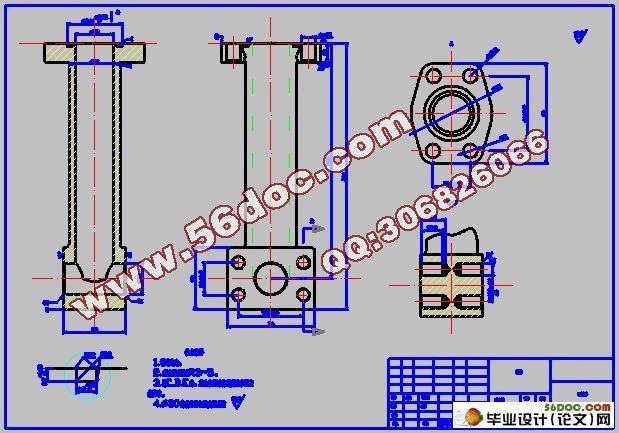
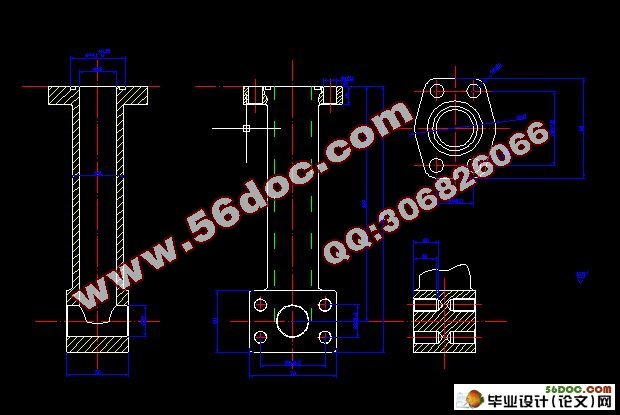
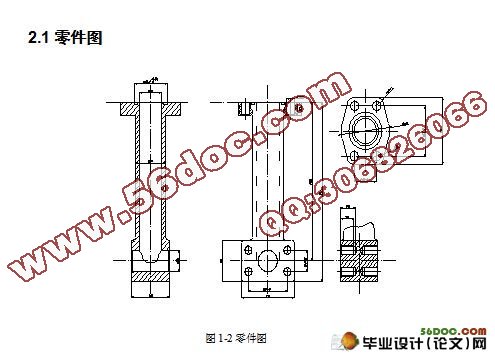
2.2、零件图分析
该零件由螺纹孔、通孔、密封圈槽等组成。尺寸标注完整,选用毛坯为锻件,无热处理和硬度要求。要加工一个零件,一般先要分析它的工程图。815液压举升钢管的工程图如上:它的技术要求:
1、锐边倒角;
2、未注锻造圆角R3~5;
3、除C、D、E外,其余表面涂防锈底漆和深灰色面漆;
4、直径30内孔表面粗糙度要求为12.5。
我认为除了它的技术要求要细看外,还要细看它的图纸,不漏过一点信息,比如:从此图中可以看出这个零件头部大孔圆要倒角,四个小孔圆也要倒角而且还要有螺纹。此零件底部还要沟槽,以及槽内还需要倒圆角,这些细节我们都不能放过。
2.2.1、零件的结构特点
该零件是由两孔形成,孔为30,其底座由四个8XM10-6H的螺纹孔,顶座由四个∮11、4.2的密封圈槽和30的孔组成。
2.2.2、 零件的主要技术要求
去除毛刺,倒钝锐角;未铸锻造圆角R3-R5,30内孔表面粗糙度要求为12 .5 。
2.3、毛坯的类型及制造方法
零件的材料为45钢,考虑零件形状,由于零件的尺寸不大,而且有许多表面不需要切屑加工,可用模锻毛坯。
由于零件是批量生产,所以设备要充分利用,以减少投资,减低成本。故确定工艺的基本特征:毛坯采用效率高和质量较好的制造方法。
2.3.1、 毛坯的技术要求
不得有裂纹、夹渣等缺陷;锻造拔模高度4°;喷沙,去毛刺;


目录
摘 要 I
目录 III
第一章 绪论 1
1、概述: 1
2、软件介绍 1
第二章 工艺方案分析 3
2.1零件图 3
2.2、零件图分析 3
2.2.1、零件的结构特点 4
2.2.2、 零件的主要技术要求 4
2.3、毛坯的类型及制造方法 4
2.3.1、 毛坯的技术要求 4
2.3.2、毛坯图 4
2.4、机械加工工艺规程 5
2.4.1、零件加工遵循下述原则 5
2.5、加工工序划分的原则 5
2.6、确定加工方法 6
2.7、确定加工工序方案 6
2. 8、图像模拟加工中工件的变化过程: 7
第三章 零件工艺性分析与毛坯的选择 9
3.1、零件工艺性分析 9
3.2、毛坯的选择 10
3.3、 零件加工的基本工艺流程 11
3.4加工过程的基本概述 15
第四章 定位基准的选择 17
4.1、 基准的概念及分类 17
4.2、 定位基准的选择 17
4.3、 工艺路线的拟订 18
4.4、刀具的选择 22
4.5、冷却液的选择 23
4.6、加工余量的确定 25
4.7、 尺寸链解算与工序尺寸确定 27
第五章 设计小结 31
附录 32
第六章 参考文献 35
作者简介 37