
CA6140车床后托架加工工艺及钻床夹具课程设计
无需注册登录,支付后按照提示操作即可获取该资料.
CA6140车床后托架加工工艺及钻床夹具课程设计(任务书,说明书6500字,CAD图纸5张,工艺卡)
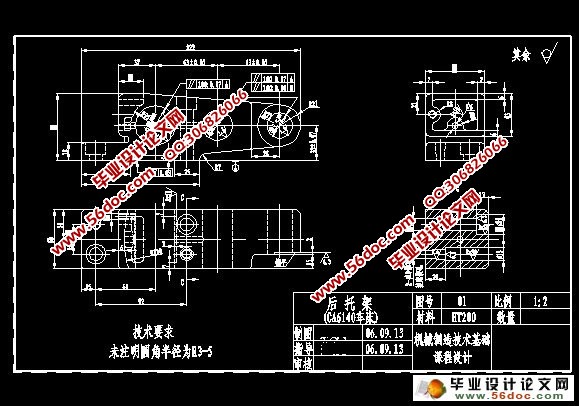
本零件为CA6140车床后托架,用于机床和光杠,丝杠的连接。
后托架的工艺分析
零件有两个主要的加工表面,分别零件底面和一个侧面,这两个主要的加工表面之间有一定的位置要求,现分析如下:
1. 零件底面:
这一加工表面主要是平面的铣削,它为后来的加工定位。
2. 侧面:
这一加工表面主要是 40 mm、 30.2 mm、 25.5 mm孔的加工,主要的加工表面为 40 mm、 30.2 mm、 25.5 mm的孔,它为后来的加工定位。
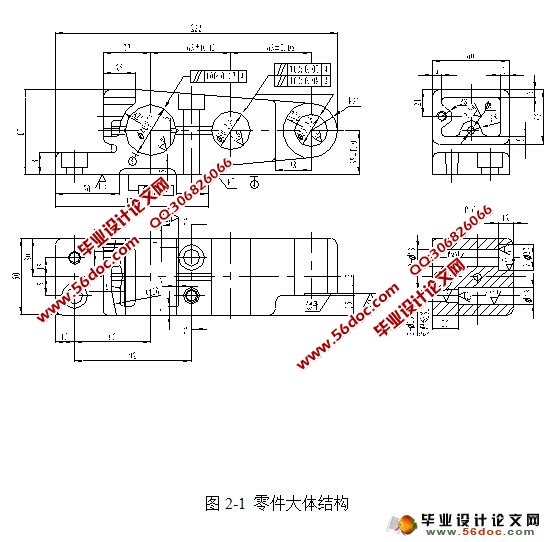
这两个加工表面之间有着一定的位置要求,主要是:
零件底面与 40 mm、 30.2 mm、 25.5 mm的孔中心线连线的平行度公差为100:0.07、距离偏差为±0.07mm。
由以上分析可知,对这两个加工表面而言可以先粗加工零件底面,然后以次为基准加工侧面的 40 mm、 30.2 mm、 25.5 mm孔,在由加工完的 40 mm、 30.2 mm、 25.5 mm孔作为基准精加工底面并且保证它们之间的位置精度要求。在进行其他精度要求低的加工。
目录
任务书 2
第1章 CA6140车床后托架的零件分析 4
1.1 后托架的作用和结构 4
1.2 后托架的工艺分析 5
第2章 后托架的工艺规程设计 6
2.1 确定毛坯的制造形式 6
2.2 基面的选择 6
2.3 制定工艺路线 6
2.3.1 工艺路线方案 6
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 7
2.5 确定切削用量及基本工时 7
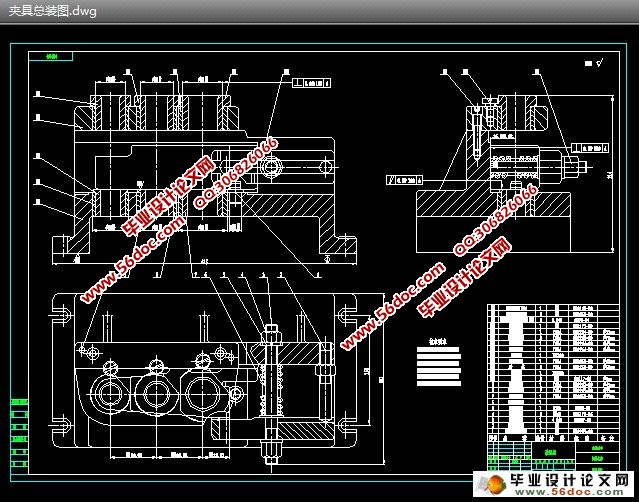
第3章 后托架的夹具设计 22
3.1 夹具设计过程中的问题 22
3.2 夹具设计 22
3.2.1 定位基准的选择 22
3.2.2 定位元件的选择 22
3.2.3 定位误差计算 22
3.2.4 夹紧力的计算 23
3.2.5 夹紧元件强度校核 25
3.2 夹具说明 25
论结 25
致谢 26
参考文献 26