
CA1340杠杆加工工艺及M4螺孔加工夹具设计(课程设计)
无需注册登录,支付后按照提示操作即可获取该资料.
CA1340杠杆加工工艺及M4螺孔加工夹具设计(课程设计)(说明书6800字,工艺卡,工序卡,CAD图4张,CAXA图4张)
1.1.2 审查杠杆的工艺性
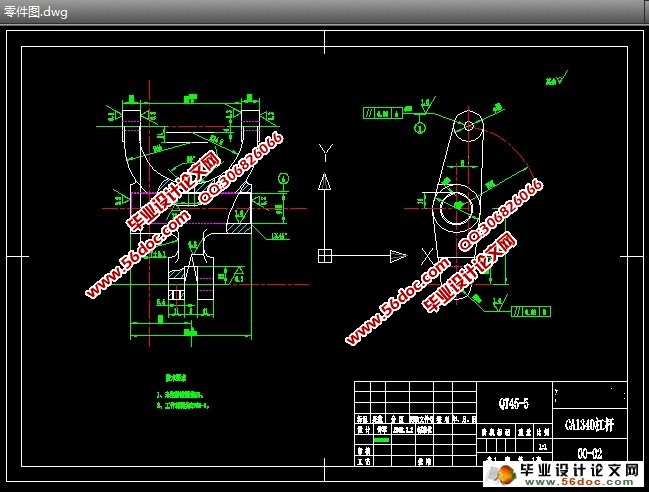
该零件材料为QT45-5,该材料具有良好的铸造性能、耐磨性、切削加工性能及低的缺口敏感性等。另外球墨铸铁可通过热处理大大提高其性能。球墨铸铁工艺简单,一般铸造车间均可生产。
分析零件可知,杠杆叉头和叉轴孔两端面均需要切削加工,并在轴向方向上均高于相邻表面,这样减少了加工面积,又提高了杠杆端面的接触刚度;Φ20mm,Φ6mm孔的端面均为平面,可以防止加工过程中钻头钻偏,以保证孔的加工精度;另外该零件除主要工作表面外,其余表面加工精度均较低,不需要高精度机床加工,通过铣削、钻床的粗加工就可以达到加工要求;而主要表面虽然加工精度相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量的加工出来。由此可见,该零件的工艺性较好。
1.1.3.确定杠杆的生产类型
依设计题目知:N=4500件/年,泵体重量为3.0kg,泵体属轻型零件。该泵体的生产类型为中批生产。
杠杆的技术要求
杠杆技术要求表
加工表面 尺寸及偏差/mm 公差及精度等级 表面粗糙度Ra/μm 形位公差/mm
杠杆叉头左侧两端面 12 IT9 6.3
杠杆叉头右侧两端面 12 IT9 6.3
Φ20mm孔 Φ20H7 IT7 1.6
Φ8mm锥形孔 Φ8 IT12 12.5
Φ4mm圆柱孔 Φ4 IT12 12.5
杠杆叉轴孔两端面 800-0.2
IT11 3.2
杠杆叉脚槽内侧面 8 IT9 6.3
杠杆叉脚槽内上表面 12 IT9 6.3
M4螺孔 M4 IT7 1.6
Φ6mm孔 Φ6H7 IT7 1.6 ∥ 0.06 A
Φ8mm孔 Φ8H7 IT7 1.6 ∥ 0.08 B

目 录
中文摘要................................................. I
英文摘要.................................................Ⅱ
1.CA1340自动车床杠杆工艺分析 1
1.1泵体工艺分析及生产类型确定 1
1.1.1杠杆的技术要求 1
1.1.2审查杠杆的工艺 1
1.1.3确定杠杆的生产类型 2
1.2确定毛坯、绘制毛坯简图 2
1.2.1选择毛坯 2
1.2.2确定毛坯的尺寸公差和机械加工余量 2
1.3拟定杠杆的工艺路线 2
1.3.1定位基准的选择 2
1.3.2表面加工方法确定 3
1.3.3加工阶段划分 4
1.3.4工序的集中与分散 4
1.3.5工序顺序安排 5
1.3.6确定工艺路线 5
1.4加工余量、工序尺寸和公差的确定 6
1.5切削用量、时间额定的计算 9
1.5.1切削用量的计算 9
1.5.2时间额定的计算 9
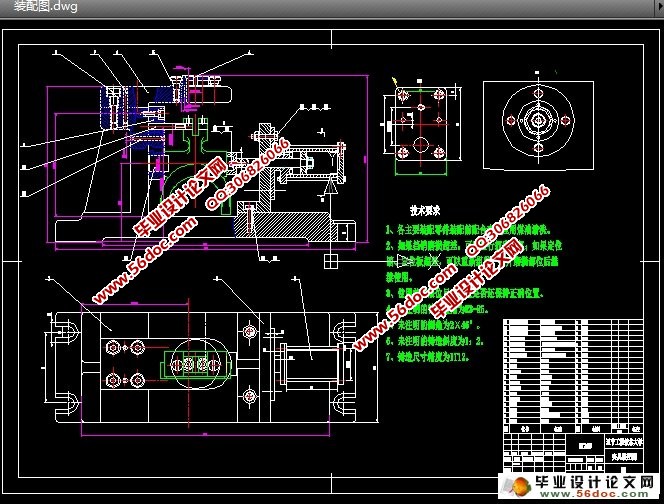
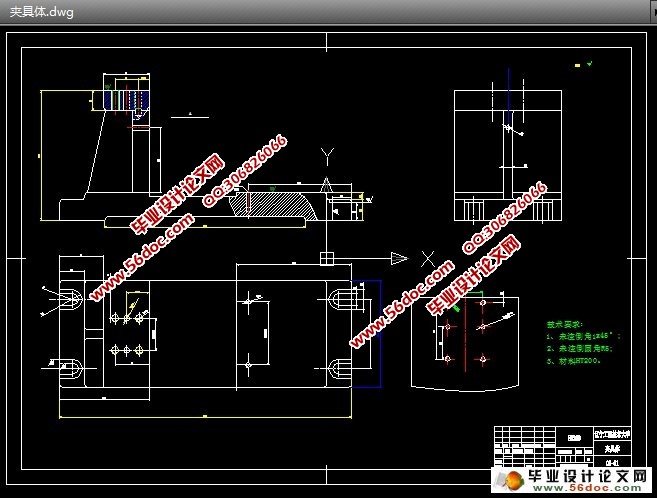
2.专用夹具设计 10
2.1 基本定位原理分析 10
2.2 定位基准的选择 10
2.3 定位误差分析 10
2.4夹具操作简要说明 12
2.5 夹具使用注意事项、保养及维护 12
3.方案综合评价与结论 12
4.体会与展望 13
参考文献 14
附录1:机械加工工艺过程卡...............................15
附录2:机械加工工序卡...................................16