
推动架零件加工工艺规程底孔夹具设计(含CAD零件装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
推动架零件加工工艺规程底孔夹具设计(含CAD零件装配图)(任务书,设计说明书11000字,CAD图纸4张)
摘要
本课题的内容主要分为推动架零件加工工艺规程设计和底孔夹具设计两大部分。首先,通过对B6065刨床推动架零件的分析,认识到推动架在B6065刨床中加工中时起的作用。运用机械加工制造技术及相关课程的一些专业知识,解决推动架在加工过程中的安装、定位、加紧以及合理的工艺路线的安排等方面的相关问题,依照图纸确定相关的工艺尺寸及选择合理的机床和刀具,保证零件的加工要求。其次,依照推动架毛坯件和生产成本要求及各加工方案的比较,拟定出合理可行的推动架加工工艺规程路线。最后,依照被加工零件的加工要求,参考机床夹具设计手册及相关方面的资料,运用夹具设计的基本原理和方法,拟定夹具设计的方案,设计出节省时间节省资源并且能保证加工质量的夹具。
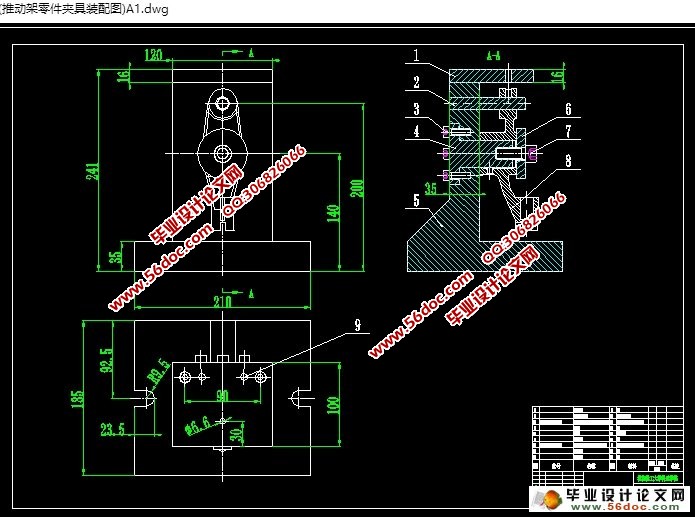
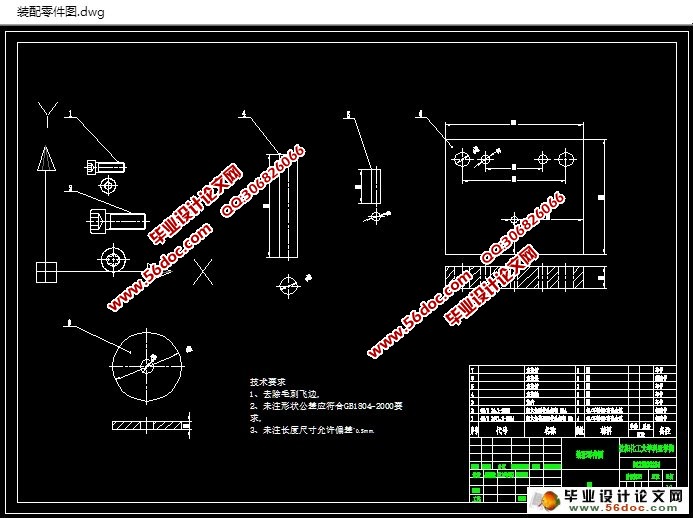
夹具设计的主要内容是推动架钻床专用夹具,经老师协商,决定设计第7工序的工装夹具。钻M8底孔φ6.6,攻M8孔的钻床夹具。夹具是利用φ35两端面和φ50两端面进行定位,利用M14以及压板对零件进行夹紧;再配合一个个定位销进行钻φ6.6孔。端盖与底座还有推动架零件两个中心孔平行度为0.1。钻完孔后攻M8螺纹。
关键词:加工制造、工艺规程、底孔夹具、推动架
Abstract
Contents of this project consists of promoting the machining process planning and fixture design of bottom two parts. First of all, through the analysis of B6065 Planer to promote aircraft parts, recognizing that promotion plays a role in processing in the B6065 Planer. Use some expertise in machining technology and related courses, resolved to promote in the process of installing, positioning, and a reasonable route arrangements and other related issues, identifying relevant according to the drawing process dimension and a reasonable selection of machine tools and cutting tools ensure the machining requirements. Secondly, according to promote green and comparison of production costs and processing programmes, work out reasonable and feasible to promote the machining process course. Finally, according to workpiece processing requirements, refer to the fixture design manual and relevant information, using design methods, development of fixture design programme, designed to save time can save resources and ensure the quality of the fixture.
Main contents of fixture design is to promote the special fixture for drilling and teacher consultations, decided to design the 7th process of the fixture. Drill M8 bottom diameter of 6.6, and M8 hole drilling jig. Fixtures using φ 50 and φ35 two position using M14 and clamps to clamp the parts; coupled with a locating pin hole drilling diameter of 6.6. The cover also promoted part two with the base parallel to the center hole is 0.1. Attack after drilling hole M8 thread.
Key words: Processing and manufacturing;Technological procedure;
Bottom hole clamp;Drive plane
零件的作用
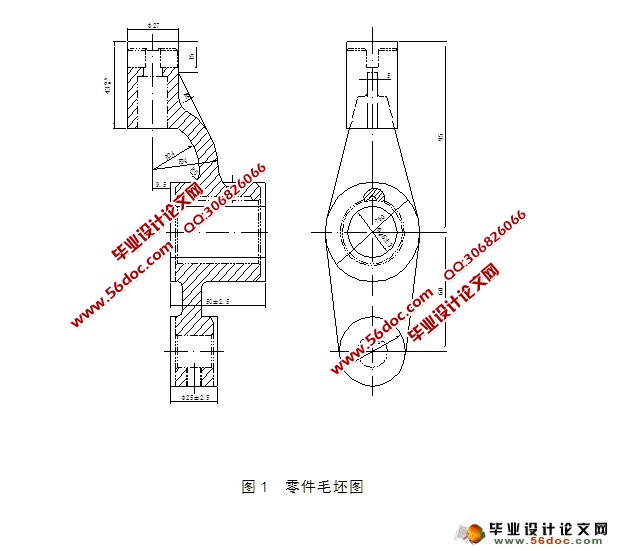
据资料所示,可知该零件为B6065牛头刨床上推动架,是牛头刨床进给机构的中小部件,φ32mm孔用来安装工作台进给丝杠轴,靠近φ32mm孔左端处一棘轮,在棘轮上方即φ16mm孔装一棘爪,φ16mm孔通过销与杠连接杆,把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕φ32mm轴心线摆动,同时拨动棘轮,带动丝杠转动,实现工作台的自动进给。

目 录
第一章引 言 1
1.1 机械加工工艺规程制订 1
1.1.1 生产过程与机械加工工艺过程 1
1.2 机械加工工艺规程的种类 2
1.3 制订机械加工工艺规程的原始资料 2
第二章零件的分析 4
2.1 零件的作用 4
2.2 零件的工艺分析 4
第三章工艺规程设计 6
3.1 确定毛坯的制造形式 6
3.2 定位基准的选择 6
3.2.1 粗基准的选择 6
3.2.2 精基准的选择 6
3.3 制定工艺路线 7
3.3.1 零件表面加工方法的选择 7
3.3.2 工艺方案分析与制定 7
3.4 机械加工余量、毛坯尺寸及工序尺寸的确定 9
3.4.1 确定机械加工余量 9
3.4.2 确定毛坯尺寸 9
3.4.3 零件的毛坯图 10
3.5 工序设计 10
3.5.1 选择机床和工艺装备(夹具和刀具) 10
3.5.2 确定工序尺寸 11
3.6 确定切削用量 (切削深度、切削速度、进给量) 13
第四章夹具设计 24
4.1 夹具选择 24
4.2 问题的提出 24
4.3 夹具设计 24
4.3.1 定位基准的选择 24
4.3.2 切削力和卡紧力计算 24
4.3.3 定位误差分析 25
4.3.4 夹具设计及操作的简要说明 25
4.3.5 夹具方案设计及装配图绘制 25
第五章结论 25
参考文献 26
致谢 28