
支撑板机械加工工艺规程及编程(含CAD零件图毛坯图)
无需注册登录,支付后按照提示操作即可获取该资料.
支撑板机械加工工艺规程及编程(含CAD零件图毛坯图)(论文说明书7500字,CAD图纸2张,工序卡,工艺卡)
摘要
本篇毕业设计主要针对数控机床的加工及编程的介绍,对支撑板零件进行工艺性分析,包括加工工艺的选择和制定,还包括零件的程序的手工编制。
文章的重点在于对支撑板的工艺性和力学性能分析,对加工工艺规程进行合理分析,对支撑板进行加工工艺的规程设计,包括了支撑板的数控铣削加工,并且介绍了数控铣的加工工艺及普通编程,以此支撑板进行数控铣的加工工艺编制和编程的设计,经过实践证明,经过合理地布置该零件的机械加工工艺方案,最终可以加工出合格的支撑板零件。
关键词:机床;支撑板;数控;零件
零件结构工艺分析
机械工业正在飞速发展着,当人们谈起制造行业中的发展时,很少谈到工件夹具,但是在零件生产的基本领域,正吹着改革之风。一项优秀的夹具结构设计,往往可以使得生产效率大幅度提高,并使产品的加工质量得到极大地稳定。尤其是那些外形轮廓结构较复杂的,不规则的推动架类,杆类工件,几乎各道工序都离不开专门设计的高效率夹具。目前,中等生产规模的机械加工生产企业,其夹具的设计,制造工作量,占新产品工艺准备工作量的50%—80%。生产设计阶段,对夹具的选择和设计工作的重视程度,丝毫也不压于对机床设备及各类工艺参数的慎重选择。夹具的设计,制造和生产过程中对夹具的正确使用,维护和调整,对产品生产的优劣起着举足轻重的作用。
在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了夹具设计。整个设计得指导思想“简便、效率高、非常经济”。
1.1 支撑板零件的分析
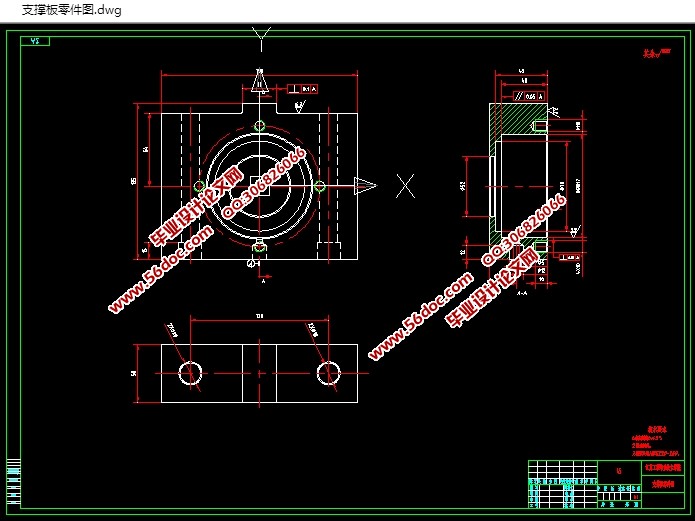
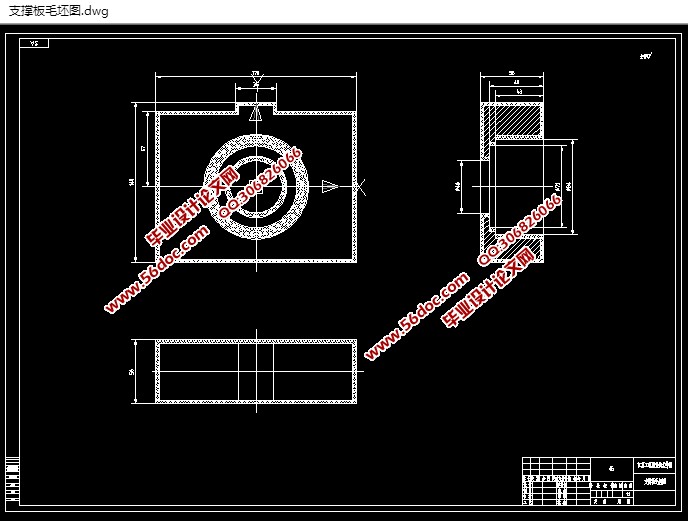
从零件图可知道,该零件为锻造零件,先采用锻造工件后,上下面及四周用铣床铣光后再进行机床加工,支撑板材料为45。
支撑板左右、上下表面可以先在数控铣床上完成,然后 、 、 内孔同样是在数控铣床上面完成的,其他的孔类通过摇臂钻床上面进行钻、攻丝等等工序完成。以下图1,图2分别为支撑板零件在零件图和毛坯图。
目 录
摘 要 I
1 零件结构工艺分析 1
1.1支撑板零件的分析 2
1.2刀具、量具的选择 5
1.3确定毛坯的制作形式 9
2 工艺规程设计 1
2.1选择定位基准 9
2.2制定工艺路线 10
2.3选择加工设备和工艺设备 11
2.4机械加工余量、工序尺寸及公差的确定 11
3 确定切削用量及基本工时 12
3.1工序20:粗铣、半精铣零件左右端面 14
3.2工序30:粗铣、半精铣零件上下端面 15
3.3工序40:铣 深40MM凹台 16
3.4工序50:铣 深5MM凹台 10
3.5工序60:铣 通孔 17
3.6工序70:铣2- 深15盲孔 17
3.7工序80:钻2- 通孔 17
3.8工序70:钻 深12盲孔 17
3.9工序80:钻 通孔 17
3.10工序80:钻、攻4-M10深10螺纹孔 17
4 零件编程 25
4.1粗铣、半精铣、精铣零件上下端面 26
4.2铣 深2MM凹台 27
结 论 29
参考文献 30
致 谢 31