
����ǰ���ֵij�ѹģ�����
���������Ͻ���,����Ҫ���������ֵ����. ����������˹�,ȷ�����ݺ���ҳ�����һ��. �� ��
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
���Ͻ��ܣ�
ժҪ: ���Ľ���������ǰ���ֵij�ѹģ����ơ�������ݰ�����Ʒ������շ�����ģ������Լ���Ҫ������칤�յ�ȷ���ȡ�
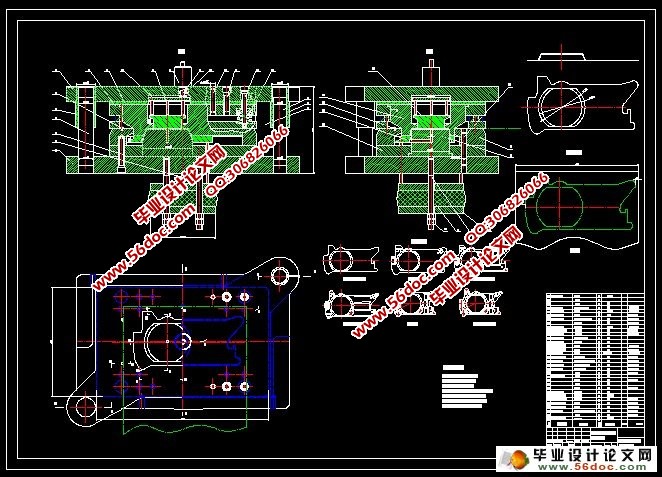
������ṹ���ӣ���Ҫ���������ɣ���������������ϡ������ס����������ߵȡ���Դ˲�Ʒ����Ӧ��ȷ���·�ߣ�ȷ����Ʒ�������˼ģ���ṹ�����ȶԲ�Ʒ���нṹ�ͳߴ����������AUTOCAD��������������ͼ��ȷ���ߴ磻֮��ȷ����ѡ�Ĺ��շ��������ϡ�����—���Ρ����—���Ρ����—�ޱߡ����—����—��ס����ߣ���Ȼ���ٽ��б�Ҫ�Ĺ��ռ���ͳߴ���㣬����AUTOCAD��ɵ�һ������—���������ģװ��ͼ����������DZ������Ȼ��ͬ����AUTOCAD��ɵڶ�������—���γ����ģ��������������з�����ȷ��ÿ�������ϸ�ڹ�������������ơ�
�ؼ��ʣ����� ��ѹ ģ�� ���� ���
Automotive Stamping Die Design front lamp shades
Abstract: This paper describes the car before the shade of the stamping die design. Includes part of the product design process analysis, mold design and manufacturing process to determine the main parts and so on.
This part is complex, requires multiple procedures done, the basic processes include blanking, drawing, punching, bending, flanging and so on. Parts for this product, the design should be clear lines to determine the design, the idea of the mold structure. First, the product structure and size analysis, the use of AUTOCAD to draw part of the three views to determine the size; then determine the optimal process plan (Blanking, Drawing - bulging, punching - bulging, punching - trimming, Punching - Bending - piercing and flanging); and then make the necessary calculation and dimensioning techniques, the use of AUTOCAD to complete the first process - drawing composite blanking die assembly drawing, and draw the non-standard part; then the same with AUTOCAD completion of the second procedure - bulging punching compound die; of other processes were analyzed to determine the details of each process of work; the last to complete the design.
Keywords: stamping die process design lampshade
2.1 �����Ƽ��ij�ѹ������
2.1.1 ����
08�� ���Ϻ�� t=1mm
�ɡ���ѹģ����������켼����P19����1-8��
������b 335—450��N/�L²��
����τ 260—360��N/mm²��
����ģ�� E 190000 (N/mm²)
�������s 200 ��N/mm²��
�%�� 32%
2.1.2 �ṹ����
�����������ǰ�ƵĿ��֣���״�������������棬�����棬ѹ������ǿ����رߵȣ������ǷǶԳƽṹ����Ϊ���ӡ���Ʒ�����Ҫ����������������ɣ���������Ӧ���������ס����������Ρ����ߵȡ����Ƽ�ˮƽ�����в�ͬ��ε�ˮƽ�棬����ͨ��������������ι����Ƴɣ��������ι����Ϊ���ӡ�����ײ����һ��ף��ߴ羫����ԱȽϸߡ��Ƽ�Ӧע��ߴ�֮���Ӱ�죬�Լ�����֮�����Ӱ�졣
2.1.3 �ߴ羫�������ֲڶ�
�ߴ羫�Ȱ�IT12�����ȣ�
����ֲڶ�Rn=12.5


Ŀ¼
ǰ �� 3
1 ���� 4
1.2 �ҹ���ѹģ�����켼����չ���� 4
2 ����ǰ���ֳ��ι��շ��� 7
2.1 �����Ƽ��ij�ѹ������ 7
2.1.1 ���� 7
2.1.2 �ṹ���� 7
2.1.3 �ߴ羫�������ֲڶ� 7
2.2 ȷ����ѹ���շ��� 7
2.3 ģ����ʽ 8
2.4 ë��չ������ 8
2.4.1 ����� 8
2.4.2 �������� 9
2.4.3 �������� ��ֱ����CAD�ó��� 9
3 ���������ģ��� 10
3.1 ���� 10
3.2 ȷ����ѹ����ͳ�ѹ���� 10
3.2.1 ȷ����ѹ���� 10
3.2.2 ȷ��ѹ������ 11
3.3 ȷ��������� 12
3.4 ȷ��������������� 13
3.4.1 ����� 13
3.4.2 ѹ���� 13
3.4.3 �������ļ��� 13
3.5 ѡ��ѹ���� 14
3.6 ѡ�ñ�ģ�� 15
3.7 �������ֳߴ���� 15
3.7.1 ��������ֳߴ� 15
3.7.2 ���Ϲ����пڲ��ֳߴ���� 16
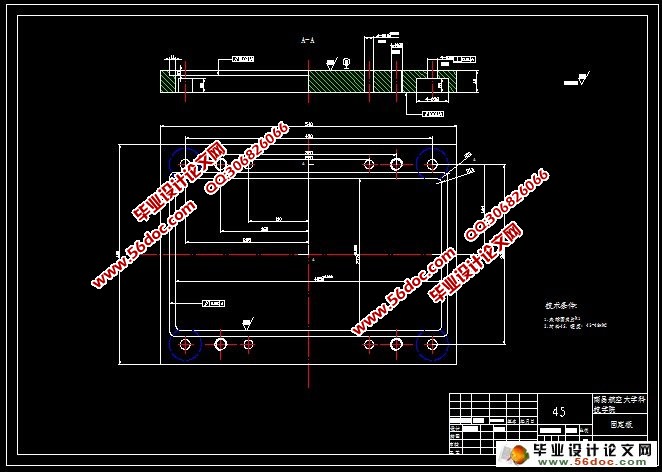
3.8 ģ��������� 18
3.8.1 ������� 18
3.8.2 ������Ҫ��� 20
3.9 ģ���ṹ�ߴ����� 24
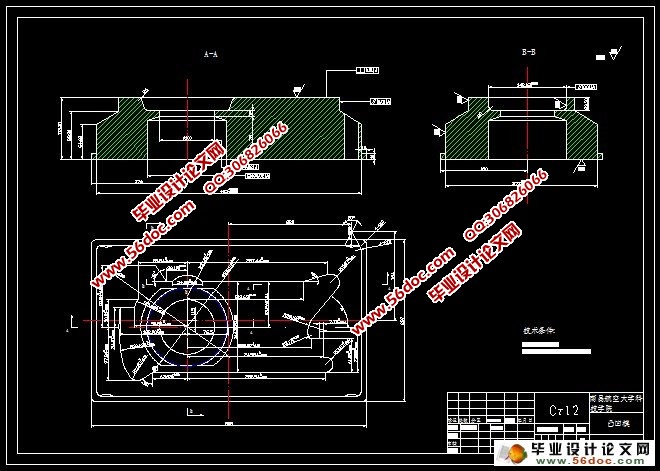
4 ���γ����ģ��� 25
4.1 ����� 25
4.2 �������������ļ��� 26
4.2.1 ������� 26
4.2.2 ����� 27
4.3 ȷ��ѹ������ 27
4.4 ѡ��ѹ���� 28
4.5 ѡ�ñ�ģ�� 29
4.6 ���������пڳߴ���� 29
4.6.1 �Գ���пڳߴ���м��� 29
4.6.2 �����пڳߴ��˵����ȷ�� 29
4.7 ģ���ṹ��� 30
4.7.1 ��Ҫ������� 30
4.7.2 ���������� 31
�� �� 33
����� 34
��л 35