
������������ι��ռ�ģ�����(��CAD���ͼװ��ͼ)
����ע���¼,֧��������ʾ�������ɻ�ȡ������.
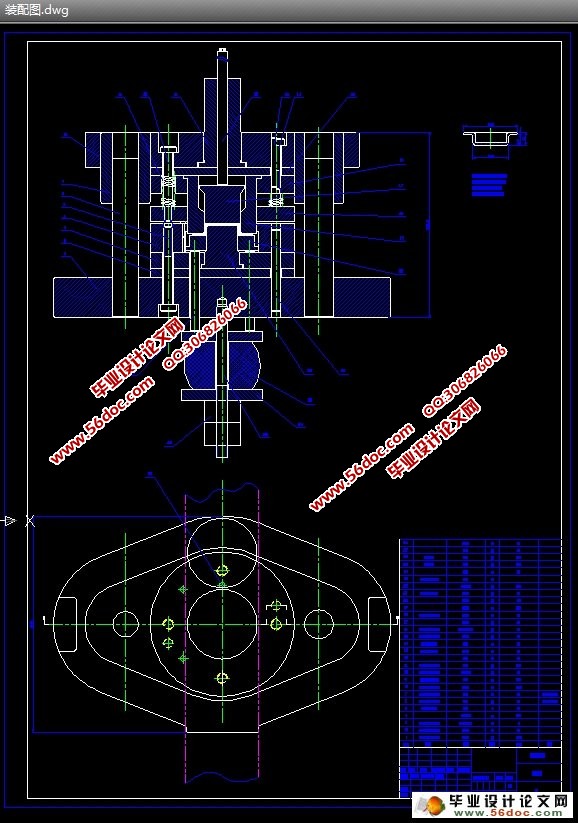
������������ι��ռ�ģ�����(��CAD���ͼװ��ͼ)(������,���ڼ���,����˵����10000��,���տ�,CADͼ13��)
ժҪ��������ؽ������Ƽ��ij����գ���ģ�߽ṹ��ơ�ͨ�����Ƽ��Ĺ��շ�����ȷ���˹��շ������������һ���������츴��ģ�ߡ������ͬʱ���òο����ϣ�ȷ���˸���������ijߴ硣���϶�Ŀ�����ģ�߽ṹ�ĵ����ԡ������Լ�ģ�߳ɱ���ͬʱ��ģ������������ڻ��˳�ѹģ�ߵIJ�ͬ�ӹ��������ӹ����ռ�װ�乤�գ��Գ�ѧ��ѹģ��ģ�������һ���IJο���ֵ������ƴ�ģ����Ƶ��㲿���ļӹ������Լ�װ�乤�յȽ�����ϸ�IJ�������Ӧ��CAD���и���Ҫ�������ơ�
�ؼ��ʣ� ����ģ ����ģ��
Axial tensile bowl forming process and die design
Abstract��Design focused on parts of the forming process and die structure design. Parts of the process through the analysis of the process program. And designed a tensile composite blanking die. At the same time, the use of reference materials in the design to determine the size of the working parts. And more to consider the restructuring of the mold, and easy to replace and the cost of mold. At the same time, the contents of the mold design stamping die in a combination of different processing methods, processing technology and assembly process, stamping die mold for novice designers have a certain reference value. The design of the parts from the mold design process and the assembly process, such as described in detail, and the application of CAD for the design of the important parts.
Keywords��Drawing Die��Compound Die
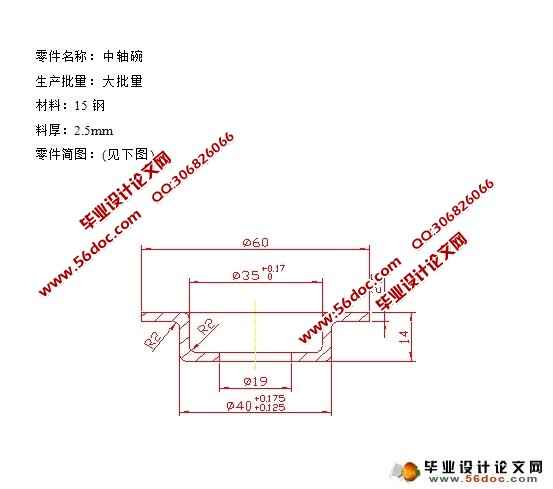
�˹���Ϊ��Ե��Ͳ�μ����ҵײ�����Բ�ף�����߶Ȳ��ߣ�����ǰ���Ȳ��䣬��������Ϊ15�֣��������ܱȽϺã��Ҵ˹�������״���������Ҫ���������ӹ���
�����ײ�����һֱ��19mm��Բ�ף��ױ���Ͳ��֮��ľ���ΪL=10.5mm�RR+0.5t=3.25mm�������óߴ�����Ҫ��
�Ĺ���ȼ�ΪIT12�������������Թ�������ȼ���Ҫ�� 40 �Ĺ���ȼ�ΪIT9�������ȱȽϸߣ�Ӧ��������������ι���������侫�ȣ������ڲ��ϵĸ������Ե�Ӱ�죬������Ŀڲ���Ե��Եһ���Dz�����ģ�����“ͻ��”������Ҫ����������б߹���
Ŀ ¼
1 ����………………………………………………………………………………1
1.1 ����ģ������״�ͷ�չ����…………………………………………………1
1.1.1����ģ������״………………………………………………………………1
1.1.2����ģ���ķ�չ����…………………………………………………………2
1.2 ����ģ������״�ͷ�չ����…………………………………………………3
1.3 ����������ģ����������췽��……………………………………………4
1.3.1 ����������ģ����Ƶ����˼·……………………………………………4
1.3.2 ģ����ƽ���…………………………………………………………………4
2 ������ij�ѹ�����Է���………………………………………………………5
2.1 ��ѹ�����Ĺ��շ���…………………………………………………………5
3 ���շ�����ȷ��…………………………………………………………………6
4 ���ռ���…………………………………………………………………………6
4.1 ����ë���ߴ�……………………………………………………………………5
4.2 �ж��ܷ�һ���������…………………………………………………………5
4.3 ȷ���Ƿ�ʹ��ѹ��Ȧ……………………………………………………………7
4.4�������…………………………………………………………………………7
4.5���Ͽ��ȡ����ϰ���Ͳ��������ʵļ���…………………………………7
5 �����ѹ���ļ���………………………………………………………………8
5.1 ������……………………………………………………………………………8
5.2 ж����……………………………………………………………………………9
5.3������ …………………………………………………………………………9
5.4 ѹ����……………………………………………………………………………9
5.5�����……………………………………………………………………………9
5.6�Ƽ���……………………………………………………………………………10
5.7������……………………………………………………………………………10
6 ��ѹ�豸��ѡ��…………………………………………………………………11
7 ģ�������Ҫ�������ֵļ���………………………………………………11
7.1 ��������ģ�ߴ�ļ���……………………………………………………11
7.2���������ģ�ߴ�ļ���……………………………………………………12
7.3 ��������ģ�ߴ�ļ���……………………………………………………13
8 ģ���Ľṹ���………………………………………………………………15
8.1 ģ���������ֵļ���…………………………………………………………15
8.1.1 ����ģ�ļ�϶…………………………………………………………………15
8.1.2 ����ģ��Բ�ǰ뾶……………………………………………………………15
8.1.3 ��ģ�������ֵijߴ����………………………………………………15
8.2 ģ�������������……………………………………………………………16
8.2.1 ģ��……………………………………………………………………………16
8.2.2 ���……………………………………………………………………………17
8.2.3 ����ģ�̶���………………………………………………………………18
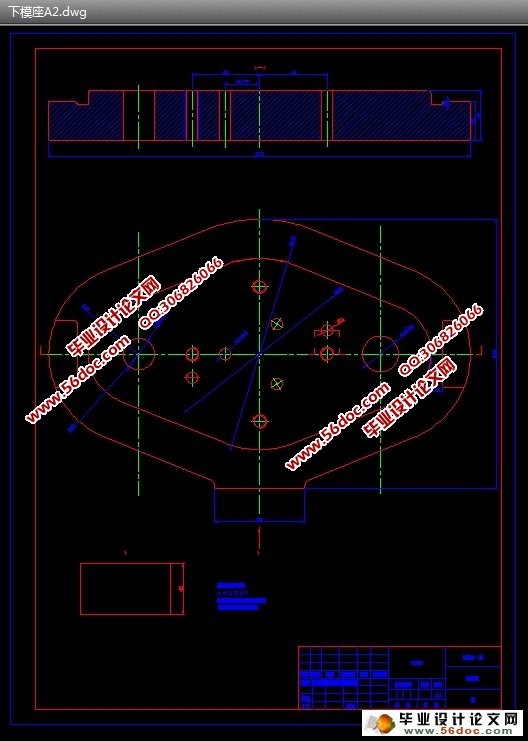
8.2.4 ��ģ�̶���…………………………………………………………………19
8.2.5 ���ϰ�ģ………………………………………………………………………20
8.2.6 ����ģ………………………………………………………………………20
8.2.7 ж�ϰ�…………………………………………………………………………21
8.2.8 ѹ��Ȧ…………………………………………………………………………21
8.2.9 ��ģ…………………………………………………………………………21
8.2.10 ģ������������ѡ��…………………………………………………………22
9 ѡ��ģ�ܡ�ȷ���պϸ߶ȼ�����ߴ�………………………………………23
10 ģ����װͼ……………………………………………………………………24
11 ������…………………………………………………………………………27
��л …………………………………………………………………………………28
�ο�����………………………………………………………………………………29