
Φ40x80衬筒注塑模具设计(含CAD零件装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
Φ40x80衬筒注塑模具设计(含CAD零件装配图)(设计说明书13900字,CAD图纸5张)
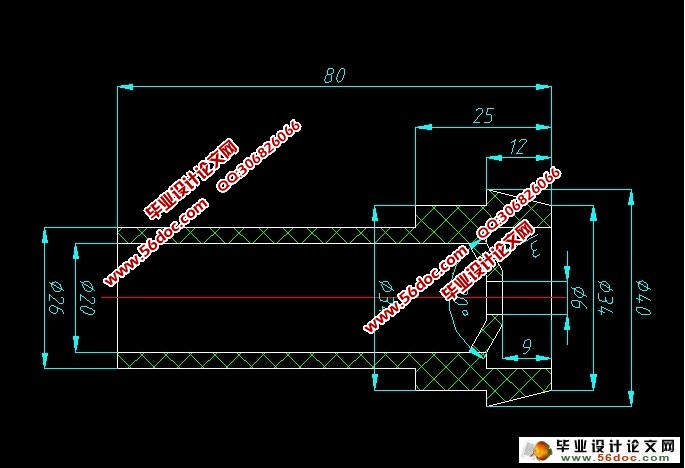
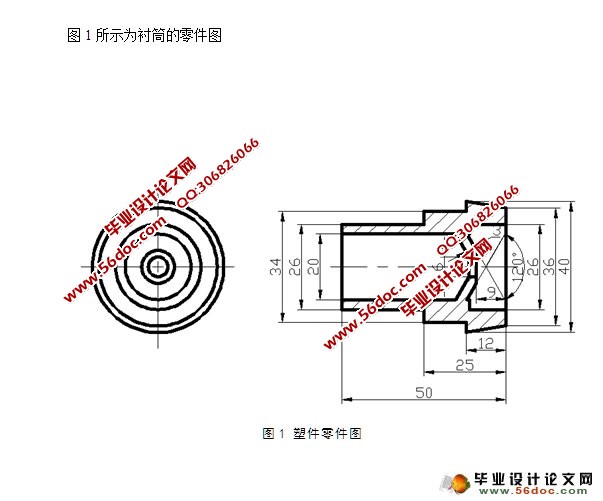
在本毕业设计课题中,以衬筒作为注塑零件,衬筒作为日常生活用品适宜采用注射方法成型,通过对塑件进行结构和工艺性分析,成功的设计出了一套一模四腔的塑料注射模具,并合理的编写出来了成型零件的一项制造工艺。在设计中,三维软件的应用贯穿到了整个设计过程。
首先利用三维软件的零件模块进行衬筒实体模型的创建,然后利用其制造模块对模型进行分模、型芯的设计、浇注系统的设计,最后利用了其模具生成了标准的模架,并且再进行顶杆、冷却系统、支撑柱等综合布置。在模具的设计过程中,一些比较重要的尺寸(如壁厚、顶杆直径、流道尺寸等)都经过了理论计算或者取一个较为合理的经验数值,并进行了强度校核和流道剪切速率的校核。
关键词: 衬筒; 注射模; 推筒; 分模
塑件的使用要求
本次毕业设计是针对衬筒零件进行相关的模具结构设计,衬筒作为工业用品,其必须具备安全无毒,对人体五危害,且要求注塑材料化学稳定性高,不易分解,容易成型。本设计用的零件注塑成型材料选用PE原料。
塑件的材料分析
PE塑料学名是聚乙烯(polyethylene ,简称PE),PE是热塑性树脂中的一种,它主要是由乙烯合成, PE在工业应用中,它包含乙烯与少量α-烯烃的共聚物。聚乙烯呈现无臭,无毒,其手感似蜡,兼具了优良的耐低温性(最低使用温度可达-100~-70°C),化学性能非常稳定性的特点,可承受大部分酸碱的侵蚀(不耐带氧化性质的酸),常温下不溶于一般的溶剂,吸水性小,电绝缘性较好。

目 录
第一章前言 1
第二章塑件成型工艺分析 4
2.1 塑件的使用要求 4
2.2 塑件的材料分析 4
2.3 塑件的尺寸精度、塑件表面质量、塑件的结构工艺性分析 6
2.3.1 塑件的尺寸精度分析 6
2.3.2 塑件的表面质量分析 6
2.3.3 塑件的结构工艺性分析 7
第三章成型设备选择与模塑工艺参数的编制 8
3.1 塑件的体积和重量 8
3.2 浇注系统凝料的估算 9
3.3 注射机的选用及其技术参数 9
3.4 成型工艺参数 10
第四章模具结构方案的确定 12
4.1 分型面位置确定 12
4.2 浇注系统的设计与计算 13
4.2.1 主流道设计 13
4.2.2 分流道的设计 14
4.2.3 浇口的设计 14
4.3 成型零件结构的确定 15
4.3.1 凹模的结构设计 15
4.3.2 凸模(型芯)的结构设计 16
4.4 排气与引气系统结构的确定 16
第五章主要零部件的设计计算 18
5.1 成型零件工作尺寸计算 18
5.2 成型零件尺寸及动模垫板厚度的计算 19
5.3 脱模机构的设计 20
5.4 推出方式的确定 20
第六章模具冷却系统的计算 22
6.1 冷却介质 22
6.2 冷却系统计算 22
6.3 水路的布置形式 23
第七章注射机有关参数的校核 24
7.1 注射量的校核 24
7.2 注射压力的校核 24
7.3 合模力校核 24
7.4 安装部分相关尺寸的校核 25
7.5 开模行程的校核 25
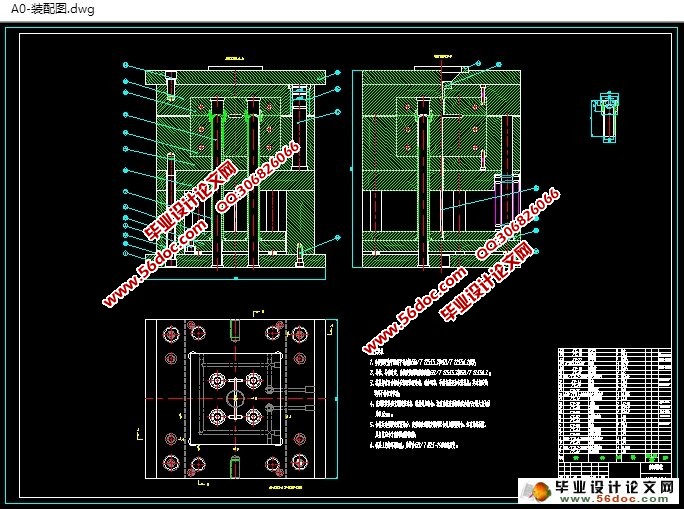
第八章模具装配 26
8.1 塑料模具装配的技术要求 26
8.2 塑料模具装配过程 27
8.3 装配动模部分 27
8.4 装配定模部分 28
8.5 开模过程分析 28
8.6 模具工作过程 28
参考文献 30
结论 31
致谢 33