
接触簧片切槽,弯曲,切断连续模设计(含CAD零件图装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
接触簧片切槽,弯曲,切断连续模设计(含CAD零件图装配图)(任务书,开题报告,论文说明书10000字,CAD图纸9张)
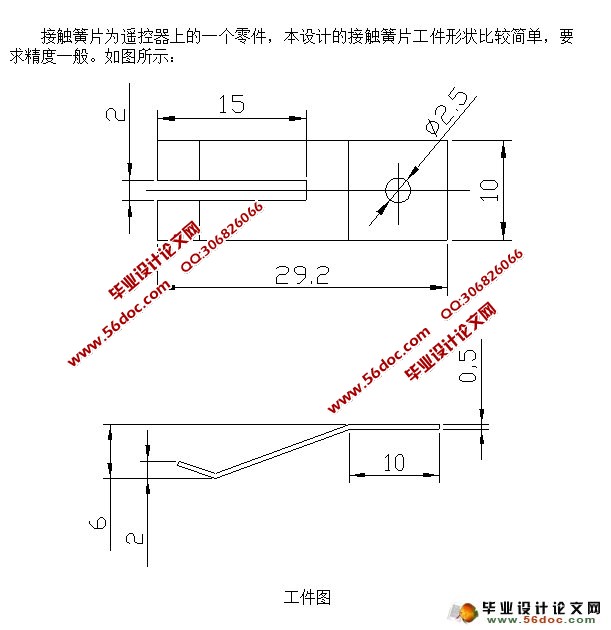
工件只有一处弯曲区。主要工序有冲孔、切槽,弯曲和切断,若采用单工序模,生产效率低,冲件多次定位,加工尺寸累积误差大,操作不方便,不安全,由于该工件较小手工送料难以保证精度。因此,采用自动送料装置。该工件属于定型产品的零件,大批量生产,因而适宜采用多工位级进模制造。根据零件的尺寸和技术要求,采用弹簧钢:选择牌号为65的碳素结构弹簧钢这种钢的适用范围是用于小于12mm的小型机些用弹簧,按标准GB1222-84的标准查得的力学性能为s=800MPa b=1000MPa 伸长率为=9%收缩率为35%热处理的淬火温度为840回火温度为500,弹性模量为200-210。该零件尺寸均未为注公差的一般尺寸,取IT14级,同时也符合一般连续模的经济度要求。


目 录
绪 论 1
1 工艺分析 4
1.1 冲裁方案的选择 5
1.2 排样图设计 5
1.2.1 排样图如图所示 5
1.2.2 本工件有6个工位 6
1.3 冲裁力的计算 6
2 模具设计 8
2.1 主要零部件的设计 8
2.2 基本尺寸 10
2.3 选模架 10
2.4 选模柄 11
3 模具结构设计 12
4 模具总装配图 15
5 拟订工艺方案 16
5.1 加工工艺路线的拟订 16
5.2 零件加工工艺 16
6 模具的装配与调试 17
6.1 的装配必须按照以下技术要求 17
6.2 组件装配 17
6.3 确定装配基准件 17
6.4 具体安装如下 17
6.5 检验 18
6.6 试冲 18
6.7 冲裁件的缺陷及调整 18
结 论 19
致 谢 20
参考文献 21
插图清单
图一 排样图 5
图二 弯曲凸模 9
图三 模柄 11
图四 导正销 12
图五 挡料销 13
图六 装配图 15