
石英表垫片冲孔落料弯曲级进模设计(含CAD零件装配图,工艺卡)
无需注册登录,支付后按照提示操作即可获取该资料.
石英表垫片冲孔落料弯曲级进模设计(含CAD零件装配图,工艺卡)(任务书,开题报告,中期检查表,论文说明书11300字,CAD图纸6张,工艺卡)
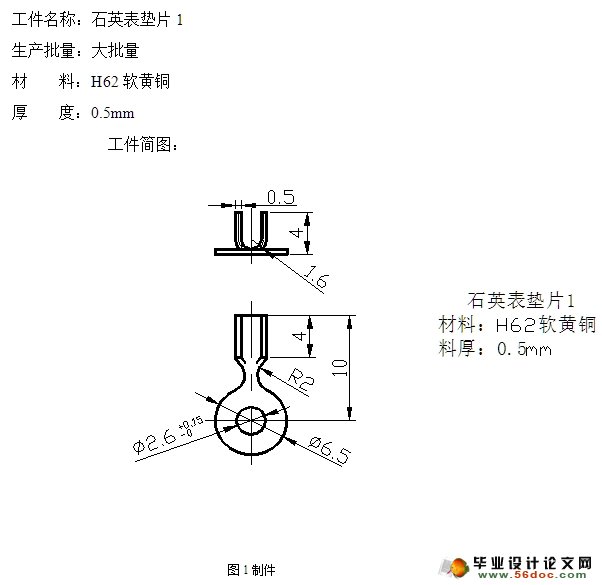
零件材料为0.5mm厚H62软黄铜板,能够进行一般的冲压加工,市场上也容易得到这种材料,价格适中。
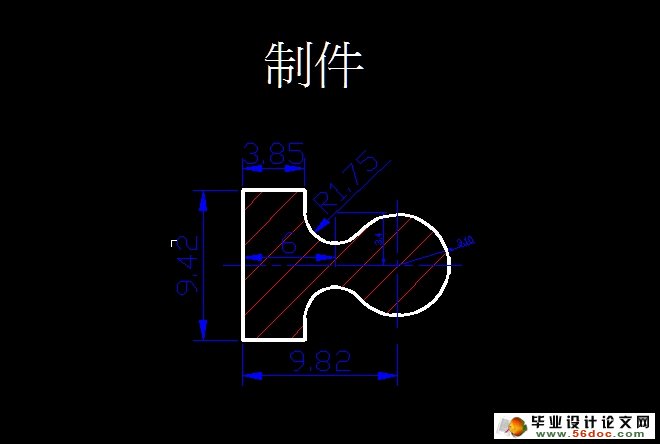
外形落料的工艺性:石英表垫片属于小尺寸零件,料厚0.5mm,外形复杂程度一般,尺寸精度要求一般,因此可采用落料工艺获得。
弯曲的工艺性:U弯曲R1.4 mm,高度4 mm,要求一般可以用弯曲工艺来获得
冲孔的工艺性:φ2.6mm的孔,尺寸精度要求较高,可采用冲孔。
此工件只有外形落料、弯曲和冲孔三个工序。图示零件尺寸除φ2.6mm的孔均为未注公差的一般尺寸,按惯例取IT14级,符合一般级进冲压的经济精度要求,模具精度取IT9级即可。
由以上分析可知,图示零件具有比较好的冲压弯曲工艺性,适合冲压弯曲生产。

目录
绪论 1
1.1现状 1
1.2 未来冲压模具制造技术发展趋势 2
1 零件的冲压工艺性分析 5
2 工艺方案的确定及工艺计算 6
2.1 工艺方案的确定 6
2.2 排样设计 7
2.2.1 毛坯的尺寸计算 7
2.2.2 确定零件的排样方案 7
3 工艺计算 10
3.1 冲裁工序总力的计算 10
3.2、弯曲力的计算 11
3.3、弹性橡胶板的计算 12
4 压力机的选择 13
4.1 初选压力机 13
4.2 压力中心的计算 13
5 工作零部件的设计与标准化 16
5.1 工作零部件的计算 16
6 主要工作机构的设计与标准化 25
6.1 定位装置的设计与标准化 25
6.1.1 始用挡料装置的设计与标准化 25
6.1.2 固定挡料销的设计与标准化 25
6.1.3 导正销的设计与标准化 26
6.1.4 导料板的设计与标准化 27
6.2 标准模架的选用 28
6.3 卸料装置的设计与标准化 28
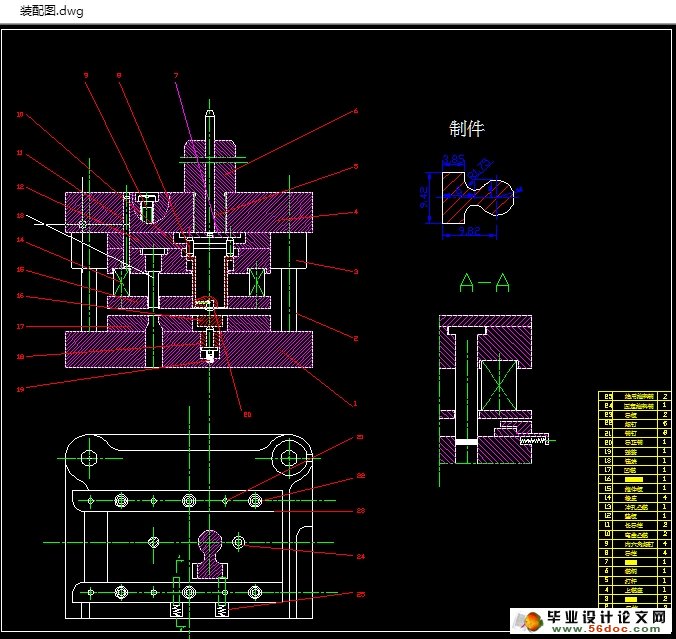
7 装配图及压力机的校核 30
7.1 装配图 30
7.2 压力机的选择与校核 30
8 模具的装配与调试 31
8.1,模具的装配 31
8.2模具的调试 31
8.2.1 凸,凹模间隙的调试 31
8.2.2 冲模的试冲 31
8.2.3 试冲过程中的调整 32
设计总结 33
参考文献 34
致谢 35
插图清单
图1 工件…………………………………………………………………1
图2 弯曲件的展开图……………………………………………………2
图3 冲孔落料弯曲工件工序图………………………………………….5
图4 同时卡在凹模的工件(或废料)示意图…………………………….8
图5 (a)大凸模的压力中心图……………………………………….11
图5 (b)总的压力中心图…………………………………………….12
图6 圆形冲孔凸模示意图………………………………………………15
图7 冲孔凸模刃口示意图………………………………………………15
图8 螺孔到凹模边界的示意图…………………………………………16
图9 凹模…………………………………………………………………19
图10 始用挡料块…………………………………………………………20
图11 始用挡料销的位置示意图…………………………………………21
图12 固定挡料销…………………………………………………………21
图13 挡料销位置示意图…………………………………………………22
图14 导正销示意图………………………………………………………23
图15 导板…………………………………………………………………24
图16 模架…………………………………………………………………25
图17 总装配图……………………………………………………………27
表格清单
机械加工工艺卡 30
机械加工工艺卡 31