
带孔弯曲件级进模具设计(含CAD零件装配图)
无需注册登录,支付后按照提示操作即可获取该资料.
带孔弯曲件级进模具设计(含CAD零件装配图)(开题报告,中期检查表,论文说明书5000字,CAD图纸9张)
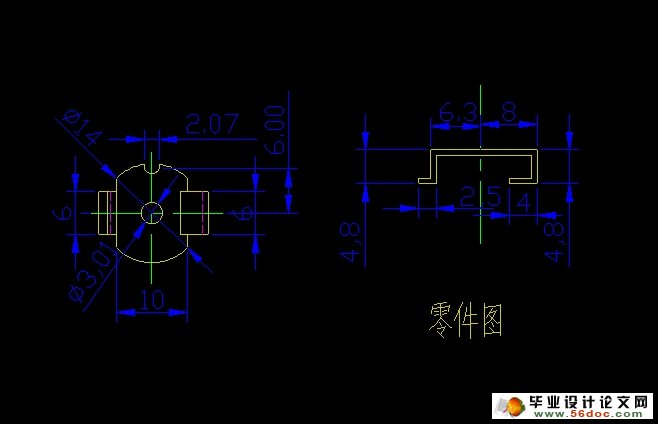
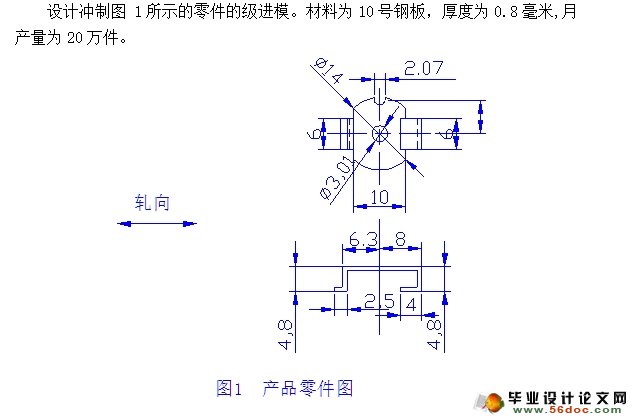
图 1所示零件尺寸均为未注公差的一般尺寸,按惯例取为IT12级,符合一般级进冲压模具的经济精度要求,根据表2.2.2[1]模具精度取为IT9。
图示零件材质为10号钢板,能够进行一般的冲压加工,市场上也容易得到这种材料,价格适中。
外形落料的工艺性:零件属中小尺寸零件,料厚0.8毫米,材料为10号优质碳素结构钢具有良好的冲压性能,外形复杂程度一般,根据表2.9.5[1]冲孔凸凹模允许的最小壁厚可得孔边距远大于愈凹模壁厚,尺寸精度要求一般。因此,可用冲载落料工艺。
冲孔的工艺性:孔径为3.05毫米,孔尺寸要求精度一般,可采用冲孔。
弯曲工艺性:图示零件包括四个弯曲部位。各弯曲角处的弯曲圆角半径均为1毫米,根据表3.2.2[1]可知1毫米大于最小弯曲半径。则各弯曲角均可一次弯曲成。
综合以上几个方面的情况可以为图A-1所示零件主要冲压工序的工艺性良好。

目录
绪论 ……………………………………………………………1
第一章 确定零件的基本冲压工序
1.1 零件的基本形状及问题 …………………………………………1
1.2 制件的工艺性分析 ………………………………………………1
第二章 冲压力的计算
2.1 冲裁力的计算 ………………………………………………………7
2.2 弯曲力的计算 ………………………………………………………8
2.3 卸料力的计算 ………………………………………………………8
2.4 总压力的计算 ……………………………………………………… 8
2.5 压力中心的确定 ……………………………………………………9
第三章 模具结果总体设计
3.1 基本结果形式 …………………………………………………………10
3.2 基本尺寸的确定 ………………………………………………………11
3.3 模架的选择 ……………………………………………………………11
3.4 压力机的选择 …………………………………………………………12
3.5 模柄的选择 ……………………………………………………………12
第四章 模具结果详细设计
4.1 工作单元结构 …………………………………………………13
4.2 卸料机构设计 …………………………………………………13
4.3 定距机构设计 …………………………………………………13
4.4 导正销的结构 …………………………………………………13
4.5 顶料机构 ………………………………………………………13
4.6 模具零件的固定 ………………………………………………13
4.7 送料与出件方式 ………………………………………………14
4.8 安全装置 ………………………………………………………14
4.9 模具零件选材 …………………………………………………14
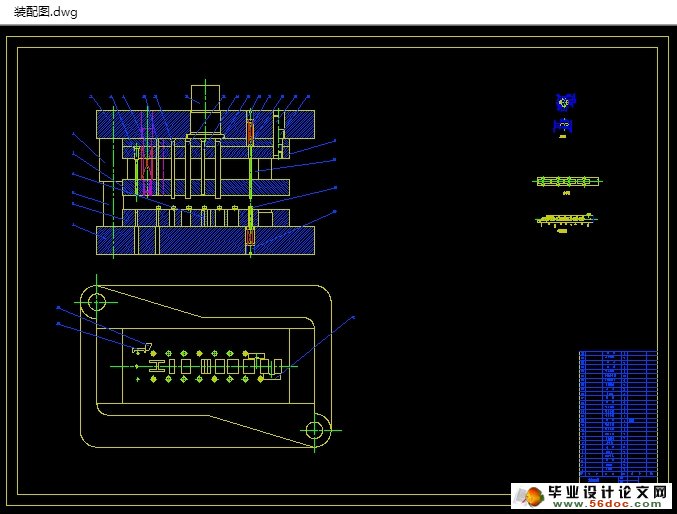
4.10 模具装配图 ……………………………………………………14
第五章 模具零件设计
5.1 工作零件设计 …………………………………………………15
5.2 凸模零件设计 …………………………………………………21
5.3 弹性元件 ………………………………………………………21
5.4 模具零件强度校核 ……………………………………………22
第六章 模具的制造工艺设计
6.1 凸模加工工艺过程 ……………………………………………24
6.2 凹模加工工艺过程 ……………………………………………24
6.3 卸料板的加工工艺过程 ………………………………………24
结论 ………………………………………………………………………………致谢
参考文献 ……………………………………………………………