
快速成型机的设计
无需注册登录,支付后按照提示操作即可获取该资料.
快速成型机的设计(设计说明书20000字,CAD图纸8张)
摘 要
自20 世纪 80 年代中期以来,快速成型技术的发展与应用越来越广 泛和深入,光固化成型机的需求也越来越大。由此,本论文针对 cps250 型激光 快速成型机的机械结构进行了设计,包括:1、X-Y 扫描机构;2、Z 轴升降机构; 3、刮刀机构,并且对其中的部分结构进行了改进。X-Y 方向的平面扫描运动和 刮刀的水平运动由原来的精密同步带传动改成精密滚珠丝杠传动,使其在行程 较长时不出现抖动,有利于保证扫描精度,运动稳定。采用直线步进电机直接 连接滚珠丝杠,响应更加快速准确,同时因无中间部件,使机械结构简单化, 精度较高。
通过对立体激光快速成型机机械结构的设计,使得其运动和传动更加合理 和平稳,进而使其在生产过程中能够更好的进行生产。
关键词:快速成型机;扫描机构;快速成型;传动;结构设计
ABSTRACT
This article specifically for three-dimensional modeling of light-cured structural design of mechanical systems. X-Y scanning normally used to screw drive. Through the motor rotation, with another even reached the screw shaft, through to the X and Y to the two motors of rotation to achieve XY to scan; Z to the table, also by the screw and a rail. Z to the table by the extension units, columns, screw composition, its transmission is through the same motor rotation axis is to pass even reached the screw by screw to achieve the rotation of the table move up or down.
Through the three-dimensional modeling of light-cured in the design and mechanical systems, making their campaigns and drive more reasonable and stable, then in the production process so that it can better carry out production.
Key word: SLA;Scanning agencies;Rapid Prototyping;Transmission;Structure design
1.6 本次设计的主要工作
1.6.1 主要设计工作
1、固化用激光扫描装置设计;
2、浸于树脂液体中的升降托盘设计;
3、刮刀机构设计;
4、整机总装配图设计;
5、部分硬件控制电路的设计。
1.6.2 设计参数
1、成型空间:400*400*300mm
2、激光头最大运行速度:80mm/s;
3、激光头定位精度:0.005mm
4、上拖板、激光聚焦系统以及直线导轨轴等的总重量:约10kg
5、最大成型件重量:约为10kg
6、固化深度/托盘的层间下降距离:0.1mm
7、Z向定位精度:0.01mm
1.6.3 设计思路及主要问题
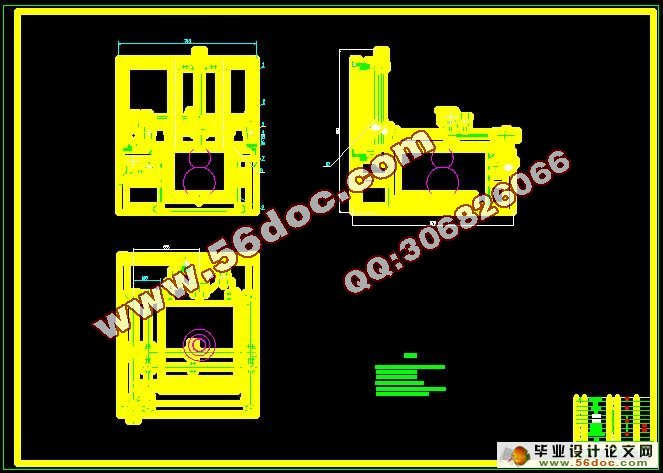
采用分块设计的思路,机械结构主要分X——Y扫描系统, Z方向工作台升降系统,刮刀机构等三部分。
1、X-Y扫描系统的机械结构
成型机的扫描系统采用高精度的X-Y 动工作台,它带动光纤和聚焦镜完成零件的二维扫描成型。其结构为步进电机带动滚珠丝杠驱动扫描头作X-Y平面运动,扫描范围为400x400mn,重复定位精度0. 005mn。为减轻质量,提高响应速度,选用铝材进行设计,并选取大扭矩输出的高频响应电机。
扫描系统结构由计算机、X-Y扫描头、聚焦镜头、直线圆柱滚动导轨、滚珠丝杠、步进电机等组成。由于混合式步进电机具有体积小、力矩大、低频特性好、运行噪音小、失电自锁等优点,X, Y方向都采用了这种电机。为减少X方向负载的质量,连接板及电机座采用铝材。

目 录
摘 要 I
ABSTRACT II
第1章 绪 论 1
1.1快速原型技术简介 1
1.1.1 RPM 的基本构思 1
1.1.2 几种典型的快速成型技术 2
1.1.3各种成型方法简介及对比 3
1.2快速成型精度概述 3
1.3快速成型机SLA技术原理 5
1.4 快速成型机SLA国内外现有技术水平 6
1.5快速成型机SLA应用领域 6
1.6 本次设计的主要工作 7
1.6.1 主要设计工作 7
1.6.2 设计参数 7
1.6.3 设计思路及主要问题 7
第2章 XY方向设计计算 9
2.1设计任务 9
2.1.1 设计参数 9
2.1.2 方案的分析、比较、论证 9
2.2 脉冲当量和传动比的确定 10
2.2.1 脉冲当量的确定 10
2.2.2 传动比的确定 10
2.2.3 确定步进电机步距角 10
2.3 丝杠的选型及计算 11
2.3.1 计算丝杠受力 11
2.3.2 滚珠丝杠螺母副的选型和校核 11
2.4 导轨的选型及计算 15
2.4.1 初选导轨型号 15
2.4.2 计算滚动导轨副的距离额定寿命 16
2.5 步进电机的选择 16
2.5.1 传动系统等效转动惯量计算 17
2.5.2 所需转动力矩计算 18
2.6 本章小结 21
第3章 Z方向设计计算 22
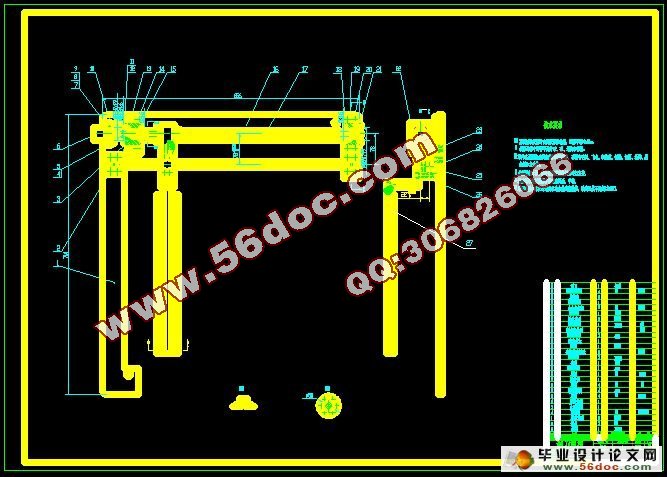
3.1 Z方向工作台设计 22
3.1.1设计任务 22
3.1.2 设计参数 22
3.1.3 方案的分析、比较、论证 22
3.2 脉冲当量和传动比的确定 23
3.2.1 脉冲当量的确定 23
3.2.2 传动比的确定 23
3.2.3 确定步进电机步距角 23
3.3 丝杠的选型及计算 24
3.3.1 计算丝杠受力 24
3.3.2 滚珠丝杠螺母副的选型和校核 24
3.4 步进电机的选择 28
3.4.1 传动系统等效转动惯量计算 28
3.4.2 所需转动力矩计算 29
3.5本章小结 31
第4章 刮刀系统设计 32
4.1 刮板的选择 32
4.2 刮板的材料和移动速度对涂层质量的影响 33
4.3 本章小结 34
第5章 PLC控制系统 35
5.1步进电机的简介 35
5.2步进电机的工作原理及特性 35
5.3 PLC简单介绍 35
5.3.1为大量实际应用而开发的特殊功能 35
5.3.2网络和数据通信 35
5.3.3其它功能 36
5.4 控制原则 36
5.5控制方法 36
5.5.1 行程控制 36
5.5.2 进给速度控制 37
5.5.3 进给方向控制 37
5.6 本章小结 37
结 论 38
参考文献 39
致 谢 41