
打气筒夹嘴上盖模具的设计(附答辩记录)
无需注册登录,支付后按照提示操作即可获取该资料.
摘 要
在工业生产高度发展的现代社会里,利用模具加工是一种重要的加工方法,在一些国家里模具甚至被称为是“黄金”,“金属加工业中的帝王”,“磁力工业”,等。这些都足以看出模具在工业中的重要地位。
本次模具设计是从零件的工艺分析开始的,根据工艺要求来确定设计的大体思路。其开始是确定该模具类型为落料冲孔翻边复合模,计算毛坯尺寸,作工艺计算,计算出冲裁时的冲压力、卸料力、推件力,以及翻边时的翻边力和压边力 ,确定模具的压力中心,选择压力机和确定冲模的闭合高度,最后根据前面所计算出的内容确定模具的凸、凹模尺寸和形状。设计出挡料销、卸料板、推件装置、弹簧、导柱、导套和模柄等模具的主要零部件,从而完成整个模具的设计工作。
从第一章开始,先是对冲裁件的结构工艺性进行分析,然后依次确定模具的类型、总体结构,最后是冲裁力和主要的尺寸计算、标准件的选用、零件图和装配图的绘制。本套模具的设计不是以复杂模具的设计为主,而主要是对模具设计知识的系统学习和设计的练习,以达到掌握知识和设计方法的目的。
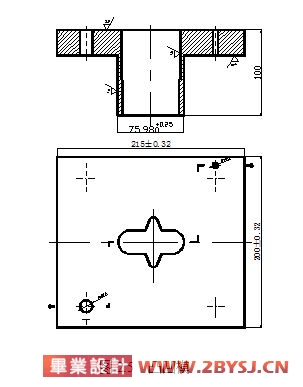
这一套模具是打气筒夹嘴上盖模具的设计与计算,结构紧凑简单。材料为10号钢,厚度t=2mm。按一般的的加工工序为落料、冲孔、翻边。而考虑到冲裁件的具体结构和工艺性,我采用的加工工序为:落料、直接冲孔、翻边。从而完成工件的加工。
实践证明,模具的设计和制造只有一些理论知识是不行的,任何模具的设计都要有一定的实际经验才可以设计出更合理的模具。
关键词:落料、冲孔、翻边
前 言
模具设计是学习模具设计与制造专业的重要内容之一,也是毕业前对所学知识的一次大检查。
冲压技术是利用安装在压力机上的模具,对放置在模具内的板料施加变形力,使板料在模具内产生变形,从而获得一定形状、尺寸和性能的产品零件的生产技术。由于冲压加工常在室温下进行,因此也称冷冲压。冲压加工的板料一般为板料或带料,故也称为板料冲压,而冲压模具是指将板料加工成冲压零件的特殊专用工具。而复合模就是其中的一种,冲压生产靠模具和压力机完成加工过程,与其他加工方法比在技术和经济方面有着冲压件质量稳定、互换性好、可获得难以制造的壁薄、重量轻、刚性好、表面质量高、形状复杂的零件;不需要加热毛坯和大量切削金属,所以它能节省能源、节约金属;生产效率高等特点。
本套模具是以10号钢为坯料的复合冲裁模。选择这样一套模具的主要是因为考虑到做这种模具的应用性广泛,结构紧凑,可以较全面的检查一下自己的专业知识和专业技能,熟悉并撑握模具设计的一般方法和步骤,知道如何查,查取有关资料,如何选取标准件,等。由于工件较小,故模具的体积不大,属于小型复合冲裁模具。这一次的完整模具设计也可以看成是毕业前走向工作岗位的一次煅炼,对以后自己从事模具的设计和制造工作都是十分有利的。
本套模具的主要优点是,冲出的工件一致性较好,表面质量也较好。主要技术难点在于,如何合理安排模具结构,使用最简单、可靠的模具结构,冲裁出最好的工件,以及如何使模具的使用寿命符合要求,甚至更长。
在本套模具的设计过程中,得到了指导老师和同学们的很多帮助,在这里一并表示由衷的感谢。由于本人缺乏设计经验,在其中难免有不足之处,恳望老师和同学们的批评指正。
设计要求:
1.确定合理工艺方案
2.设计合理的模具结构
3.在模具的设计中最好有创新
4.设计要全面介绍模具的工作原理
5.内容丰富、文字精练、讲述详细、实用价值高
6.模具的设计有效地体现出实用的特色

目 录
摘 要 2
前 言 3
1材料分析和模具结构的确定 4
1.1工艺分析 5
1.2工艺方案的确定 5
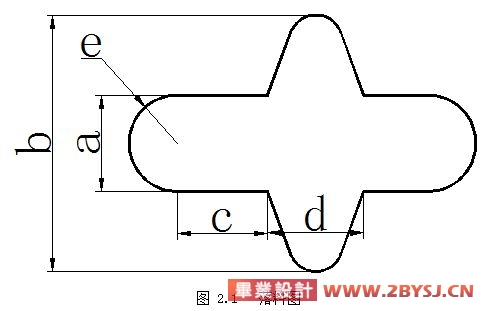
1.3毛坯形状,尺寸和下料方式的确定 6
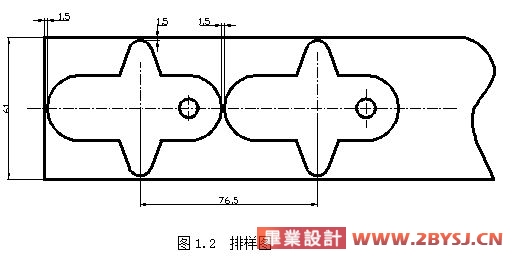
1.4排样和材料的利用率 7
1.5冲模结构的确定 8
2主要数据的计算 10
2.1各部分工艺力计算 10
2.2 工作部分尺寸计算 12
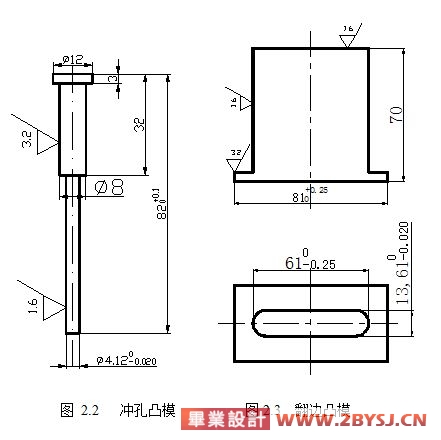
2.3凸模凹模主要尺寸的计算 14
2.4凸模能力的校核 18
3主要工作部分的形式选择 19
3.1凸模固定形式的选择 19
(优秀毕业设计网 www.2bysj.cn)
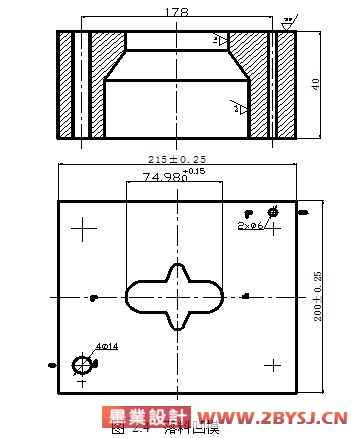
3.2凹模的选择 19
3.3凸、凹模的选择 21
4冲裁设备的选择与验算 22
4.1冲裁设备的选择 22
4.2 冲裁功的验算 24
4.3压力中心的确定 24
4.4闭模高度的计算 24
5其它零件的设计与选择 26
5.1弹性元件的计算 26
5.2定位零件的设计 26
5.3卸料装置的设计 26
5.4推件装置的设计 27
5.5凸凹模固定板的设计 28
5.6垫板选用 28
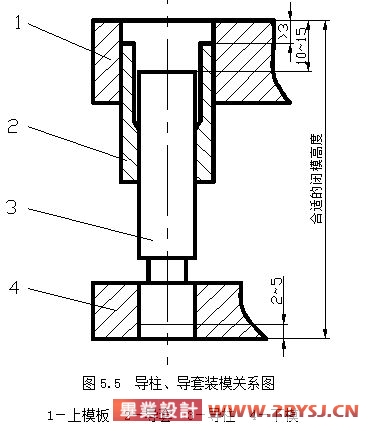
5.7导柱导套的布置和选用 29
5.8模柄的选用 31
5.9模具主要零件的材料的选用 31
6模架选择及模具的动作过程 32
7模具总装图及工作原理 33
致 谢 36
参考文献 37