
电源插头落料复合模设计(附答辩记录)
无需注册登录,支付后按照提示操作即可获取该资料.
摘 要
本套模具是冲孔落料复合模的完整设计,在参考了大量文献和计算的基础上综合设计的。该制件是电源插头,是工业生产上的重要部件。我设计的该模具是根据市场要求所设计的,通过对零件的认识可知,该零件所用的材料为黄铜H62,生产批量为大批量生产,再经过方案比较,故选择倒装型的模具名为复合冲裁模作为该副模具的工艺生产方案,即容易加工又经济。(优秀毕业设计网 www.2bysj.cn)
本套模具设计是冲裁模的模具装配图及加工制造的全过程,据多个模具加艺要求来确定设计的大体思路。其开始是确定该模具类型为冲孔、落料连续模,作工艺计算,计算出冲裁时的冲压力、卸料力、推件力、确定模具的压力中心、选择压力机和确定冲模的闭合高度,最后根据前面所计算出的内容确定模具的
凸、凹模尺寸和形状。
设计模具主要零部件结构设计是模具设计的主要内容,其内容包含了凹模结构设计、凸模结构设计、定位零件、弹性卸料装置、柱与导套、模柄与模架的选取等重要零部件的设计加工方法和加工注意要点。这样更有利于设计后的加工。
关键词: 落料,冲孔,倒装复合模
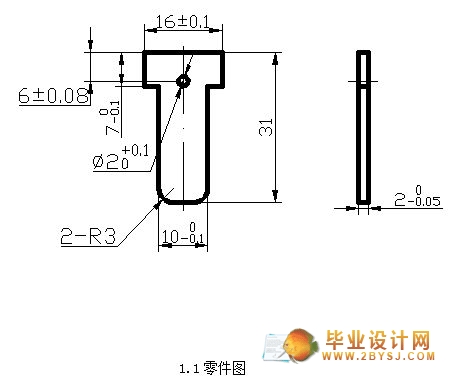
零件图
冲压件的工艺性是指冲压件对冲压工艺的适应性。在一般情况下,对冲压件工艺性影响最大的是几何形状尺寸和精度要求。良好的冲压工艺性应能满足材料较省、工序较少、模具加工较容易、寿命较高、操作方便及产品质量稳定等要求。冲裁各直线或曲线的连接处,宜有适当的圆角。冲裁件凸出或凹入部分宽度不宜太小,并应避免过长的悬臂与窄槽冲孔时,由于受到凸模强度的限制,孔的尺寸不宜过小。冲裁件的孔与孔之间,孔与边缘之间的距离,受到模具强度的限制,不能太小。
1.分析其使用场合及使用要求。该制件是电源插头,装配后,应根据最短尺寸链原则,建议产品设计对制件进行相应的修改,在不提高制件的加工精度要求前提下,改变尺寸标注方法,满足装配尺寸要求。
2.分析其尺寸精度工艺性。满足加工要求。
3.分析其结构工艺性。该制件是典型的落料冲孔件,方便加工。
确定工艺方案
显然,该冲压加工基本工序有落料、冲孔,因此,该制件的冲压工艺方案有以下几种。
方案1 落料—冲孔 材料利用率高,模具结构简单,但制件精度较差,工序多,操作不安全,生产效率低,适合小批量生产。
方案2 冲孔—落料级进 材料利用率很低,模具制造成本较大,但生产效率高,操作安全,制件精度较方案1高,适合与较大批量生产。
方案3 冲孔、落料复合 生产效率极高,但材料利用率高,模具结构复杂,但操作安全性较差,同方案1一样,材料利用率高,模具制造成本低于方案2,制件平整,尺寸精度高,适合于中批量生产。
根据制件的生产纲领属于中批量及精度要求较高的特点,比较各方案可见,方案3是较好方案,故选它。
目 录
摘 要 I
1 冲压件的工艺性分析与方案确定 1
1.1 冲压件工艺性分析 1
1.2确定工艺方案 2
2 主要设计计算 1
2.1 排样方案的确定及计算 1
2.2计算冲压力、选设备 2
2.3工作零件刃口尺寸计算 3
3 模具总体设计 6
3.1模具零件的设计 6
3.2 定位方式的选择 6
3.3 卸料﹑出件方式的选择 7
4 主要零部件的结构设计 8
4.1 凸模结构的设计 8
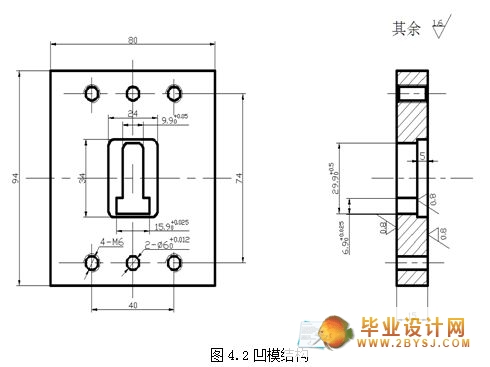
4.2凹模结构的设计 9
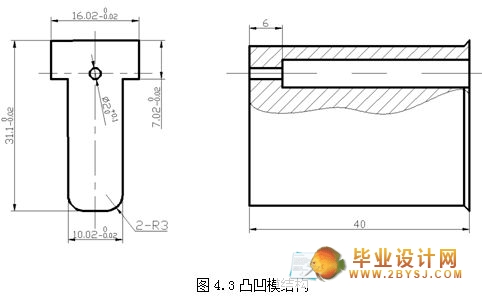
4.3凸凹模结构的设计 10
5 选用标准模架和模具材料 12
5.1模架的选择 12
5.2材料选择 12
(优秀毕业设计网 www.2bysj.cn)
6 模具总体尺寸设计 14
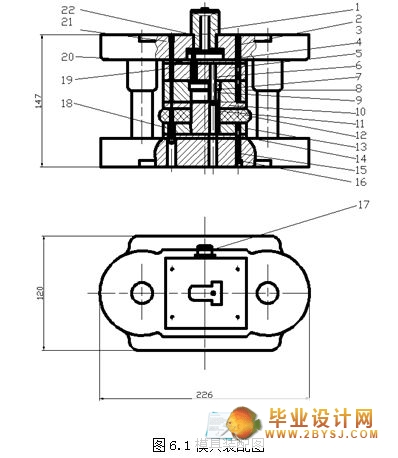
6.1绘制模具总装图 14
6.2 冲压设备的选择 16
7 冲压工艺说明 17
8 电源插头冲孔落料复合模的装配 20
9 冲裁模具的试冲 21
致 谢 23
参考文献 24