
连接件落料冲孔复合模的设计(附答辩记录)
无需注册登录,支付后按照提示操作即可获取该资料.
摘 要
在模具设计时不仅要考虑要使做出的零件能满足工作要求,还要保证它的使用寿命。在本次设计中主要是考虑到它的实际工作环境和必须完成的设计任务,模架采用后侧导柱模架,凹模采用洞口形状凹模,这样可以一次完成全部的工序加工,在设计中要考虑到很多关于我所设计零件的知识,包括它的使用场合,外观等。通过这次的设计使我深深的体会到怎样才能把所学的东西更好的运用到实践中,设计过程中应注意的问题,使自己在冲压模方面有了更深更多的了解。(优秀毕业设计网 www.2bysj.cn)
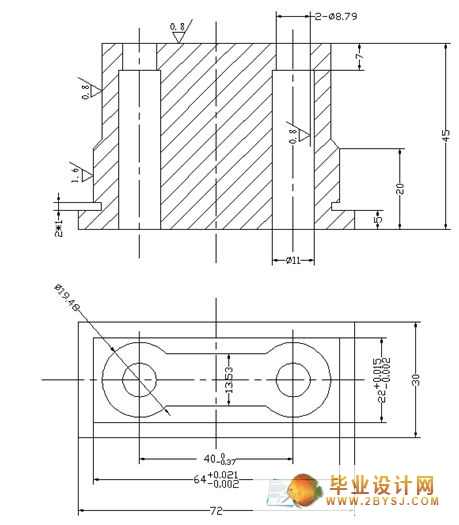
该垫片零件是我在现实生活中见到的某插车链条中的一个垫片,每个链条需要很多个垫片,由于该公司的产品销量扩大,线切割加工也可以生产所需要零件,但是线切割加工成本较高,因此采用冷冲压模具进行生产。该模具设计制造难点是如何解决好零件中的小孔冲裁,如何确定模具结构、冲裁方案,如何进行模具制造等问题,以及模具制造装配要注意的问题,本文通过采取给小凸模加保护套、在模具结构上选用倒装复合模取代以往采用的正装复合模,这样废料不落在模具表面便于工人操作;在模具制造过程中,为了提高凸模的韧性防止在使用过程中折断,采用 模具钢取代常规采用的 模具钢,并采用真空热处理,硬度取 ;在装配过程中为了提高凸模的稳定性,凸模与凸模固定板的装配采用厌氧胶固定等措施,这些措施较好的解决了该模具设计制造难点。
模具的精度比较高在使用的过程中要合理的保养,发现问题要及时的修复,这样才能保证产品的质量,提高模具寿命。
关键字:连接件,精度,落料冲孔,复合模
前 言
模具是工业生产的重要装备,是国民经济的基础设备,是衡量一个国家和地区工业水平的重要标志。模具在电子、汽车、电机、电器、仪器仪表、家电和通讯产品制造中具有不可替代的作用,是工业发展的基石,被人称为“工业之母”和“磁力工业”。
现代工业产品的生产对模具要求越来越高,模具结构日趋复杂,制造难度日益增大。模具制造正由过去的劳动密集和主要依靠人工技巧及采用传统机械加工设备转变为技术密集,更多的依靠各种高效、高精密的数控切削机床、电加工机床,从过去的机械加工时代转变成机、电结合加工以及其他特殊加工时代,模具钳工量正呈逐渐减少之势。现代模具制造集中了制造技术的精华,体现了先进制造技术,已成为技术密集型的综合加工技术。
确定冲压工艺方案
该零件包括落料和冲裁两个基本工序,可以用以下三个工艺方案
方案一:先落料,后冲孔,采用单工序模生产;
方案一结构简单,维修方便。但需两道工序两副模具,生产率较低,工件精度低,不适合大批量生产,难以满足该零件的产量要求。
方案二:落料-冲孔复合冲压,采用复合模生产;
方案二只需一副模具,冲压件形位公差和尺寸精度容易保证,且生产率高。尽管模具结构较方案一复杂,但工件结构简单对称,模具制造并不困难。
方案三:冲孔落料连续冲压,采用级进模冲压。
方案三也只需要一副模具生产率也很高,便于实现机械化和自动化。但零件冲压精度稍差,欲保证冲压见形状精度需要在模具上设置导正销导正,侧刃定位等,模具制造和安装较复合模复杂。
通过对上述三种方案分比较,结合客户的设计要求及现有的冲床的生产设备,第一种方案、第三种方案不适用于采用。该件的冲压生产采用方案二为佳,即采用落料冲孔复合模设计方案。
模具结构的确定
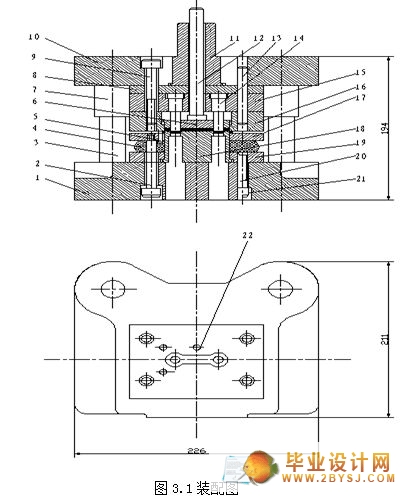
复合模的结构可分为倒装式与正装式复合模两个,在选择模具结构时要根据冲压件质量、生产批量、精度要求、方便操作等方面来确定。
经分析,此工件有两个孔,若采用正装式复合模,操作很不方便;另外,此工件无较高的平直度要求,工件精度要求也较低,所以从操作方便,模具制造简单等方面来考虑,决定采用倒装式复合模。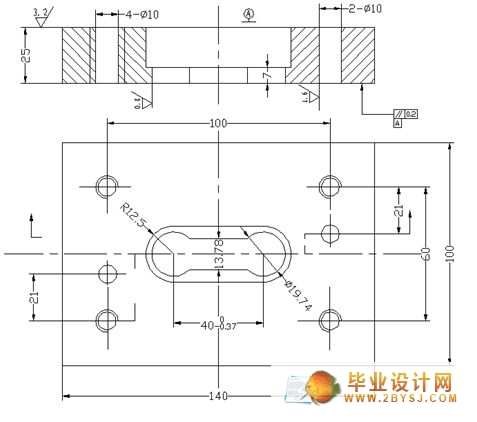
目 录
摘 要 II
前 言 III
目 录 IV
1 垫片图纸及技术要求 1
1.1 零件图 1
1.2 技术要求 1
2冲压工艺与模具设计 3
2.1零件冲裁工艺性分析 3
2.2确定冲压工艺方案 3
2.3模具结构的确定 3
2.4 排样设计 5
2.5 冲裁间隙的确定 6
2.6 冲压力与压力中心计算 7
2.7 工作零件刃口尺寸计算 9
2.8 工作零件结构尺寸 11
2.9 小孔冲裁小凸模的设计 14
3 其他零件设计选取 16
3.1 定位零件设计:导料销、挡料销 16
3.2 弹压卸料装置 16
3.3 推件装置设计 18
3.4 模架的确定 18
3.5 连接与固定零件: 19
3.6 冲压机的选择 21
3.7 闭合高度校核 23
3.8 模具总装配 24
4.1 模具制造技术要求 29
(优秀毕业设计网 www.2bysj.cn)
4.2 模具制造生产过程 30
4.3 模具制造特点 30
4.4 设计复合模应注意的问题 31
5 主要零件加工工艺流程制编 31
5.1 落料凹模加工工艺流程 31
5.2 凸凹模加工工艺流程编排 33
5.3 冲孔凸模加工工艺流程编排 34
致 谢 35
参考文献 36