
异形冲头轴向抛光装置设计(含SolidWorks三维图)
无需注册登录,支付后按照提示操作即可获取该资料.
异形冲头轴向抛光装置设计(含SolidWorks三维图)(任务书,开题报告,论文说明书10000字,SolidWorks三维图)
摘 要
本文主要研究对异形轴承轴向抛光装置设计,异形冲头的质量直接影响着磨具的使用寿命,同时也与制品的的外观质量、生产效率、生产成本密切相关。异形冲头是玻璃模具关键零件,材质为在20CrNiMo本体上喷涂碳化钨层。表面粗糙度为镜面。
论文主要研究采用超声波液体磨粒对异形冲头的抛光,该种方法利用了超声波在液体中的空化作用,使液体磨粒以极高的速度沿着工件表面进行磨削抛光。
研究结果表明:超声波液体磨粒抛光方法对于异形工件的抛光有着非常重要的意义,它不同于传统的机械抛光方法,它可以实现一次性全覆盖工件的抛光方法。这种抛光方法是以前工程师们没有尝试过的抛光方法,这种方法非常的创新,对模具抛光的理论方法有着非常重大的意义。
关键词:超声波;液体磨粒;镜面抛光;异形抛光
Abstract
This article mainly studies the design of axially-aligned device for special-shaped bearings. The quality of special-shaped punches directly affects the service life of abrasive tools, and it is closely related to the appearance quality, production efficiency and production cost of products. Shaped punch is a key part of the glass mold, the material is sprayed on the 20CrNiMo body tungsten carbide layer. The surface roughness is mirror surface.
The paper mainly studies the polishing of profiled punches using ultrasonic liquid abrasive grains. This method utilizes the cavitation effect of ultrasonic waves in liquids to make the liquid abrasive grains grind and polish along the surface of the workpiece at a very high speed.
The research results show that the ultrasonic liquid abrasive polishing method has very important significance for the polishing of special-shaped workpieces. It is different from the traditional mechanical polishing methods. It can realize the polishing method of one-time full coverage of workpieces. This polishing method is a polishing method that has not been tried by engineers before. This method is very innovative and has a very important significance for the theoretical method of mold polishing.
Key Words:Ultrasound;Liquid abrasive;mirror reflection;Shaped polishing
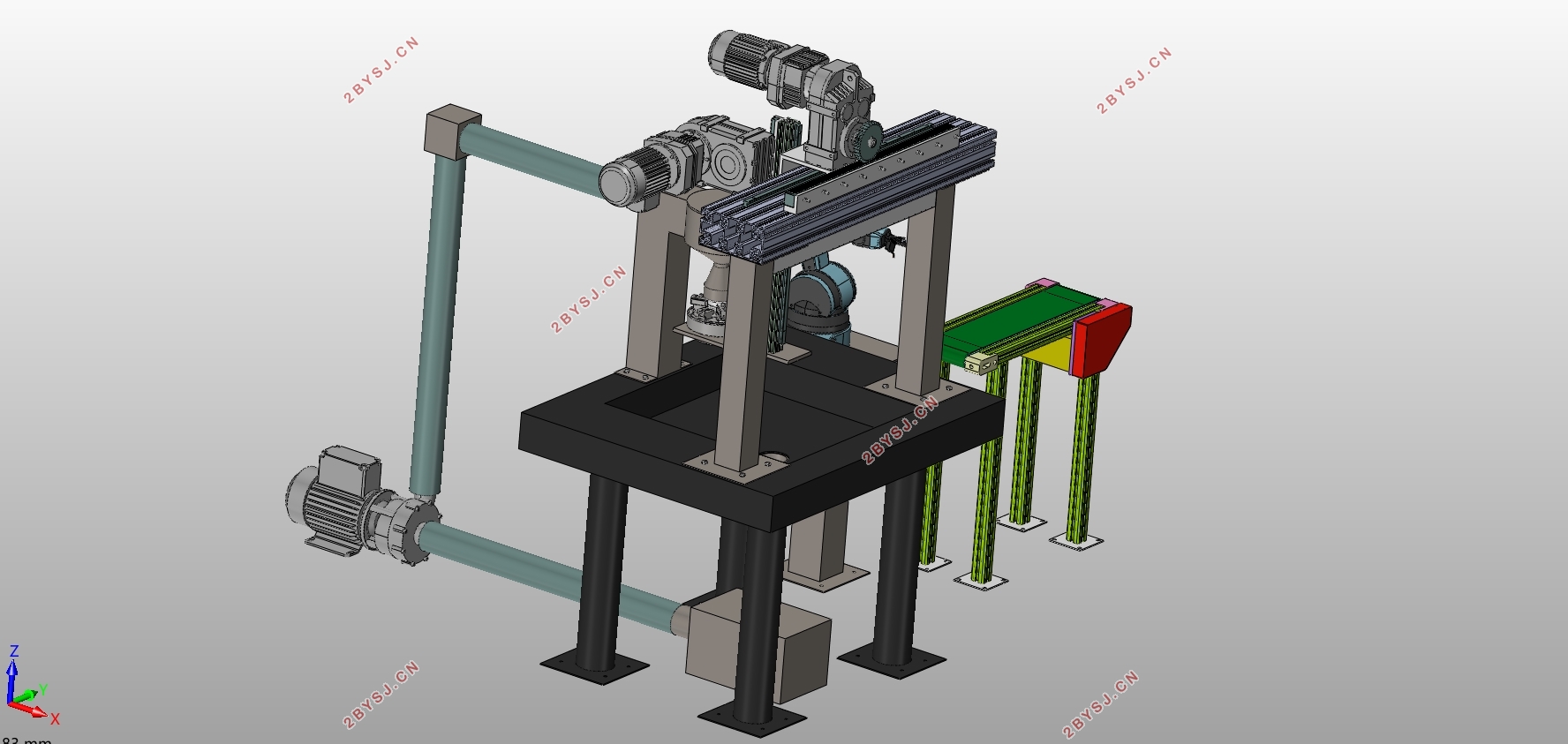
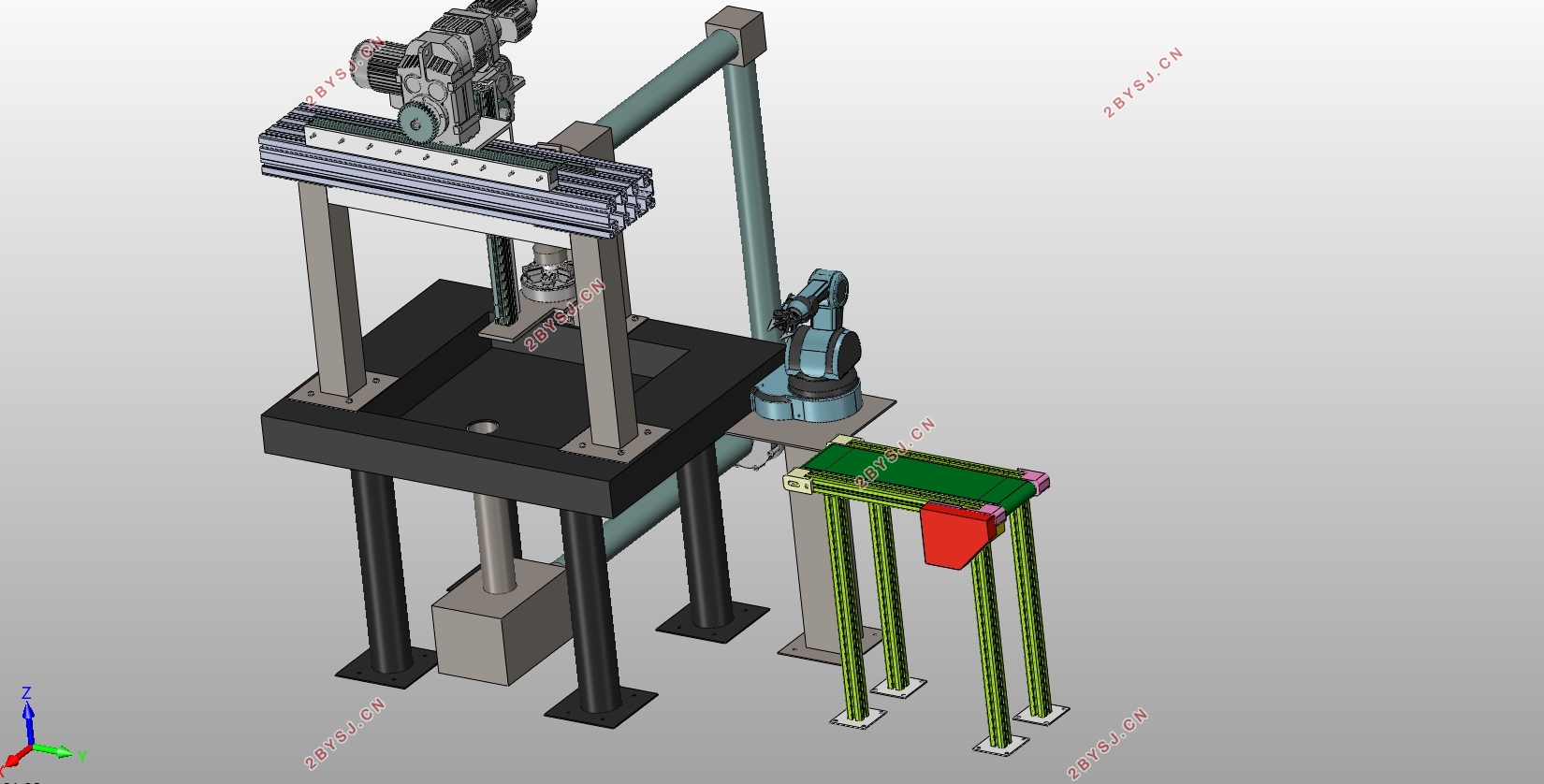
4.1机械结构总体组成
本次毕业设计超声波抛光机的机械结构主要包括三大部分,即送料装置、加工装置、回收装置三大部分。送料装置机械结构为送料传送带(皮带线)、多自由度机械手(抓料);加工装置机械结构为双轴桁架机械手、超声波发生器、工件夹具;回收装置机械结构为回收缸、液压泵。以上三部分即为超声波抛光机的三大组成部分。
4.2送料装置机械结构详细设计
4.2.1传送带(皮带线)详细设计
传送带(皮带线)总体的设计高度为640mm,长为500mm,宽为225mm。传送带的驱动方式为电机驱动。传送带总体构造为600mm的40*40型材作为传送带的支撑腿、电机座板、端板A、端板B、盖板、滚筒、滚筒A、皮带线、支撑板、中轴。这些零件组成超声波抛光机送料的装置。
4.2.2抓料机械手的详细设计
本次抓料机械手选用的是小型多自由度机械手,它能够在四个自由度上发生动作,它的底座用螺栓与支撑架相连,支撑架与地面的连接也采用此种方法。
抓料机械手在工作时,其前端夹持工件的夹具在夹取工件时能够施用适当的夹紧力,保证夹持工件稳定可靠,并且变形量小,不损坏已加工的工件表面。
抓料机械手的动作分为取料、预夹紧、手臂上升、手臂旋转、放料、手臂下降这几个动作。分别由手臂前端电机、中间电机、底座电机完成相应的动作。
4.3加工装置机械结构详细设计
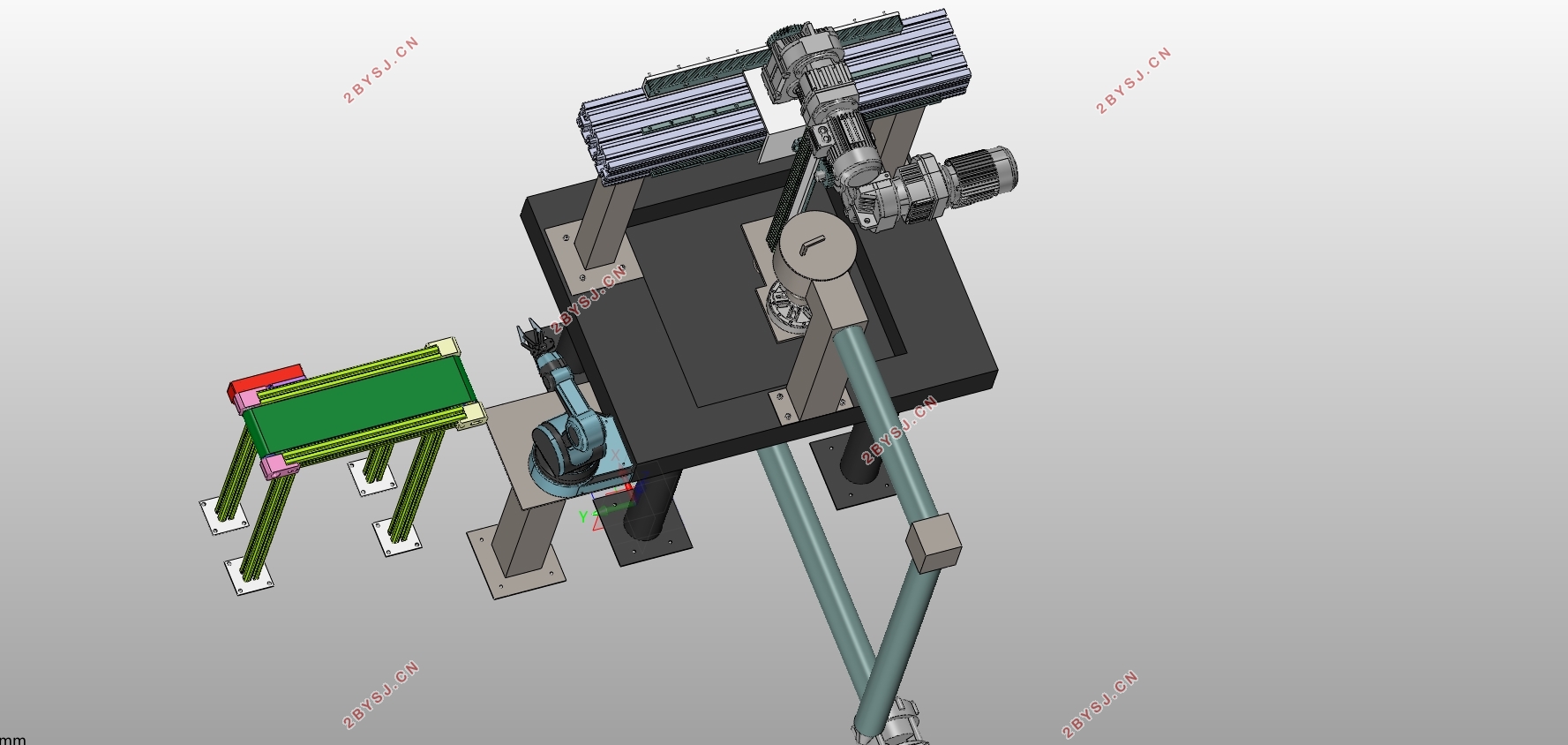
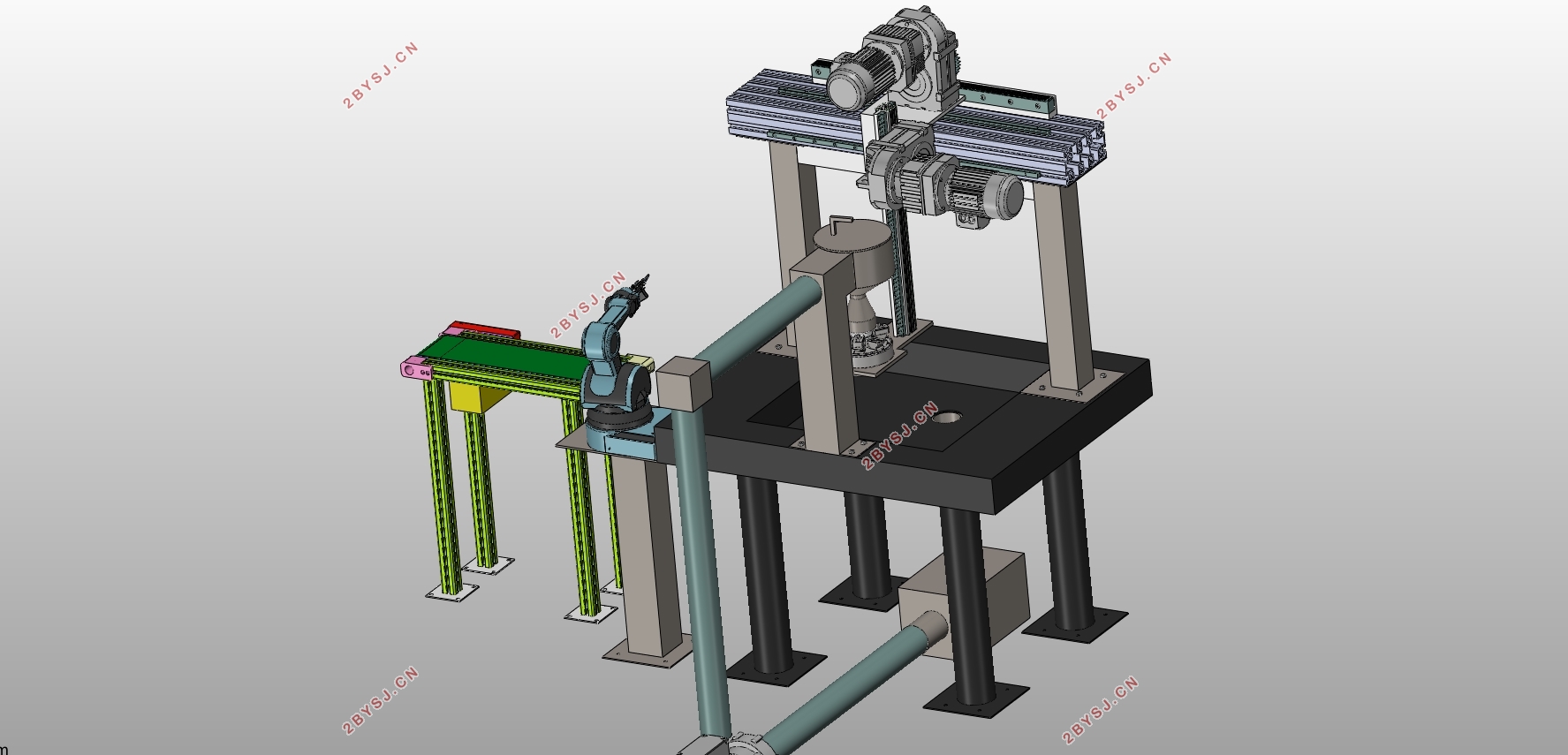
4.3.1双轴桁架机械手详细设计
超声波抛光机加工装置的机械结构采用双轴桁架机械手,利用桁架机械手的水平方向上间歇运动实现工件的自动上料功能。桁架机械手的运动方式是由电机带动齿轮,由齿轮和齿条配合,经过滑块,实现在导轨上的移动。竖直方向上的间歇运动实现工件的进给运动功能。两个方向上的移动都采用间歇运动的电机来带动两个方向的运动,
桁架机械手的参数如下:
桁架机械手总体高度为733mm,宽为980mm。
底座支撑为长为200mm,宽为200mm,厚为3mm
底座支撑柱长为80mm,宽为80mm,高为600mm
底座支撑连接柱长为700mm,端面长为80mm,宽为80mm,厚度为2mm
T形槽底板长为200mm,宽为200mm,厚为2mm
T形槽高为100mm,宽为200mm,长为1000mm
滑块导轨采用直线导轨-标准型•滑块加宽型-_LSFSA24-800-FC-N-EC10
水平方向齿条采用GB_T1356-2001_1_20_700*15*15

目录
摘 要 I
Abstract II
第一章 绪论 1
1.1 异形冲头轴向抛光装置研究的目的及意义 1
1.2 国内外异形冲头抛光装置的现状及发展趋势 2
第二章 方案设计 3
2.1 异形冲头轴向抛光原理 3
2.2 方案确定 5
第三章 工艺和液体悬浮液详细设计 7
3.1采用的工艺 7
3.2 磨料的选用 7
3.3 工作液的选用 8
3.4 磨粒悬浮液 8
第四章 机械结构的详细设计 9
4.1 机械结构总体组成 9
4.2 送料装置机械结构详细设计 9
4.2.1传送带(皮带线)详细设计 9
4.2.2 抓料机械手的详细设计 9
4.3 加工装置机械结构详细设计 9
4.3.1 双轴桁架机械手详细设计 9
4.3.2 工件夹具装置详细设计 11
4.3.3 超声波发生器装置详细设计 12
4.4 回收装置机械结构详细设计 13
4.5 超声波加工的有关计算 14
第五章 结论与展望 15
参考文献 16
致谢 17